Hello,
I am aware that there are threads which discuss this topic but there are some specifics which i wanted to share in this thread.
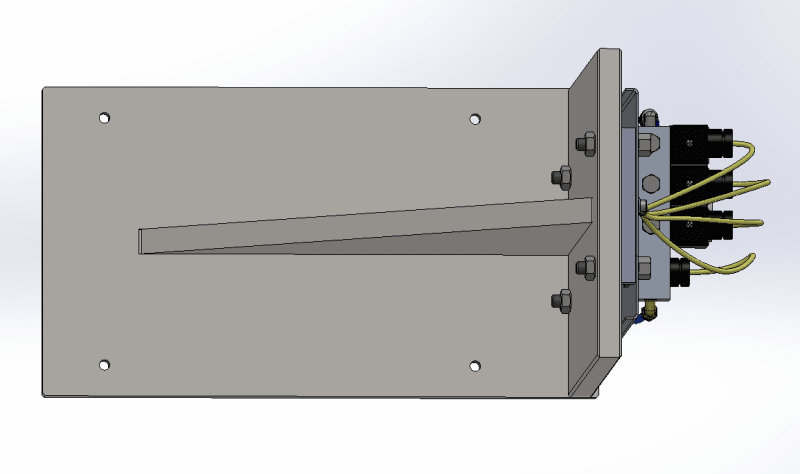
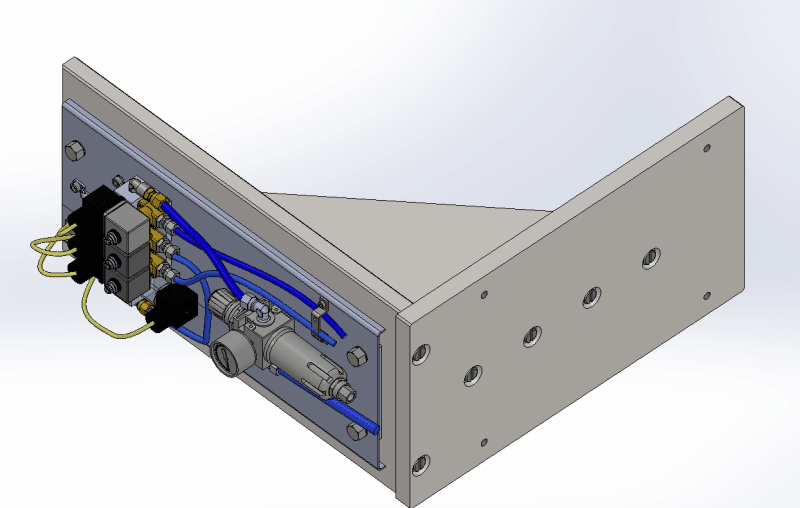
1. Specimen : Pneumatic Panel 448x187mm with 3mm R4 bend. Aluminium, 3mm sheet thickness.
2. Test Standard : IEC 61373 HL2
2. Weight 3Kgs (approx.)
4. Orientation : Vertical
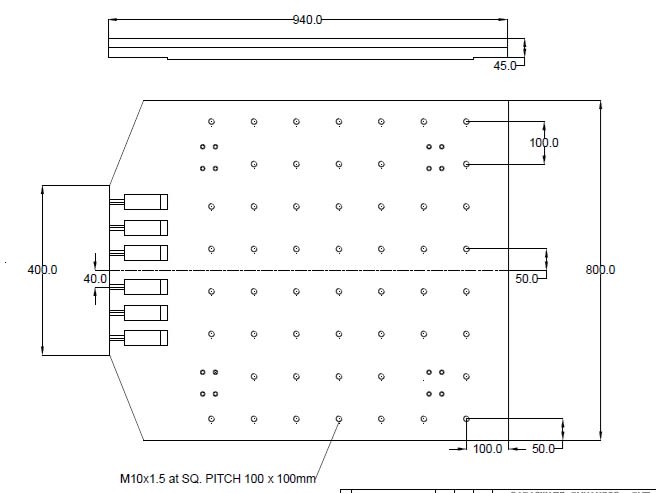
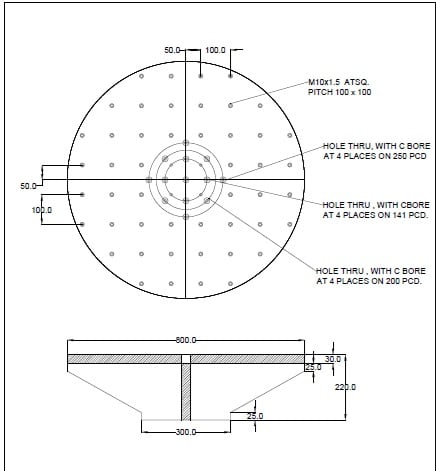
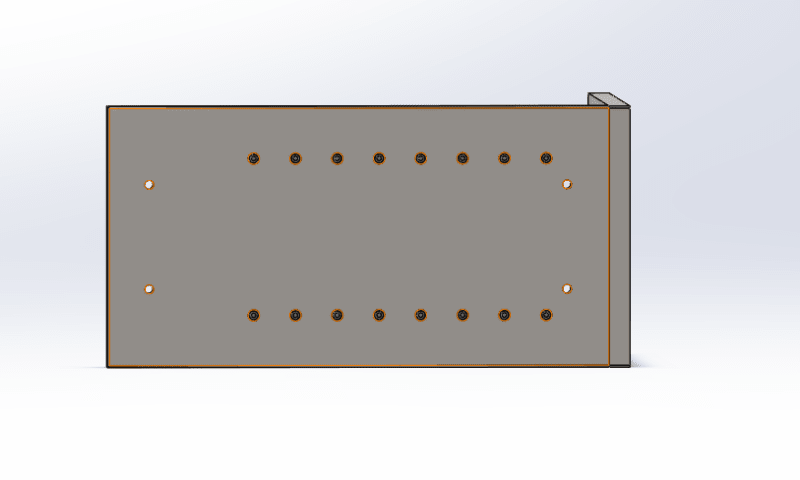
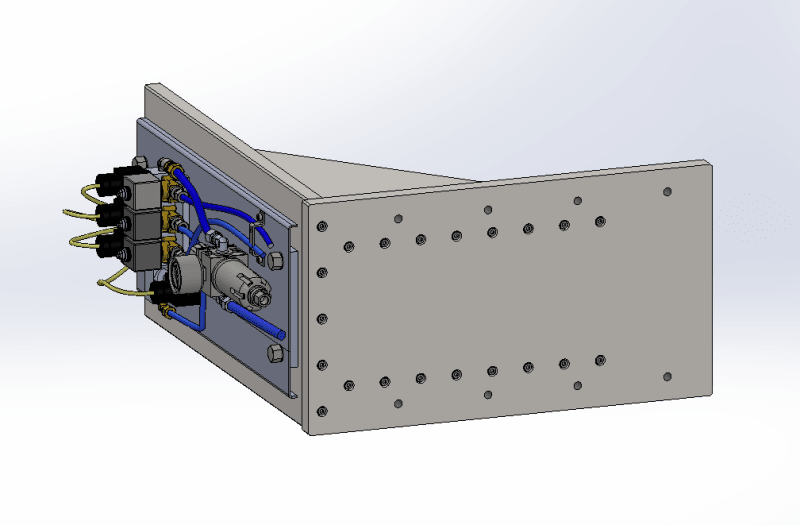
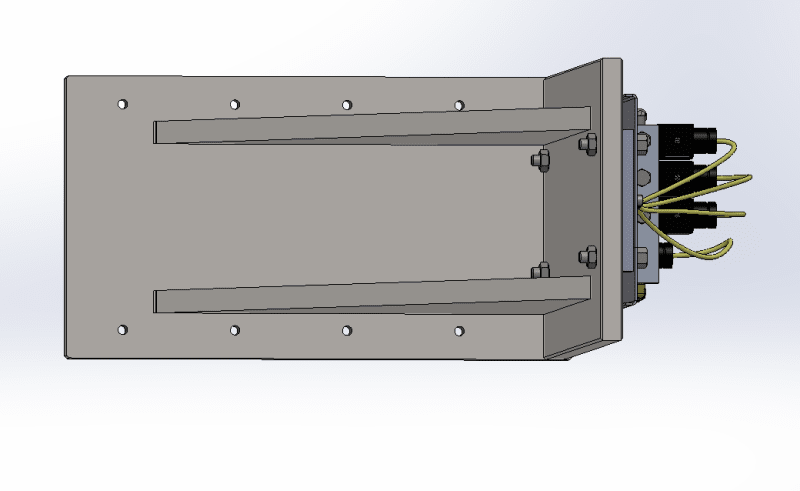
I am thinking of making the fixture out of MS (20mm) thick wedge shape. A simple diagram is attached.
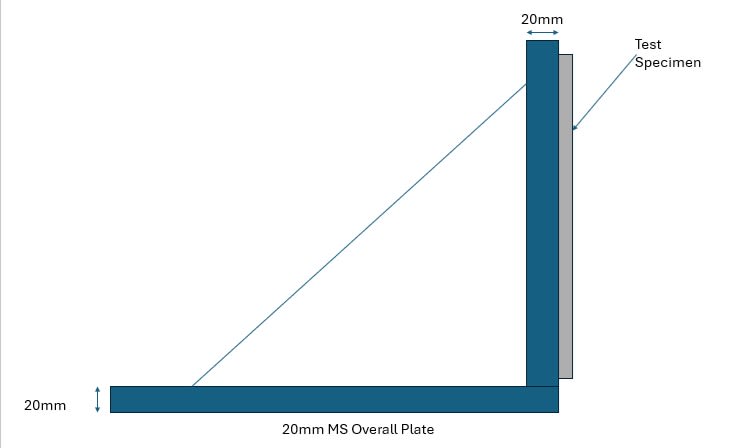
I was told to design something stiff which would not vibrate with the same freq as the panel. So i did it this way. This is probably the first and last fixture that i will ever design.
I am aware that there are threads which discuss this topic but there are some specifics which i wanted to share in this thread.
1. Specimen : Pneumatic Panel 448x187mm with 3mm R4 bend. Aluminium, 3mm sheet thickness.
2. Test Standard : IEC 61373 HL2
2. Weight 3Kgs (approx.)
4. Orientation : Vertical
I am thinking of making the fixture out of MS (20mm) thick wedge shape. A simple diagram is attached.
I was told to design something stiff which would not vibrate with the same freq as the panel. So i did it this way. This is probably the first and last fixture that i will ever design.
![[wink]](/data/assets/smilies/wink.gif "[wink] [wink]") :[/li]
:[/li]