Anandhanachu
Mechanical
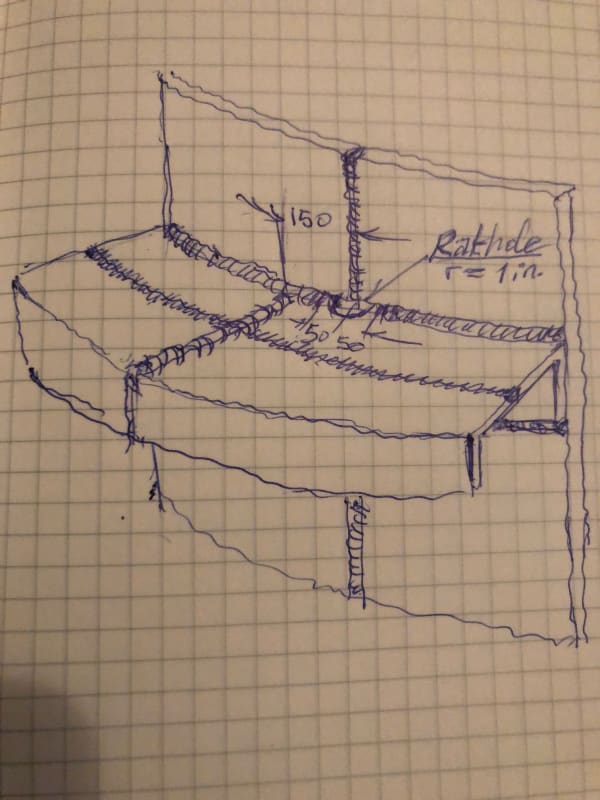
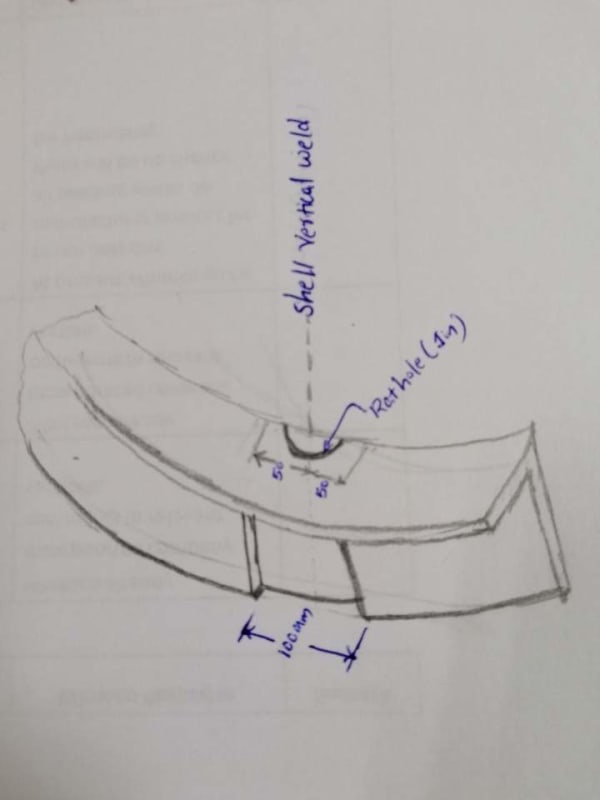
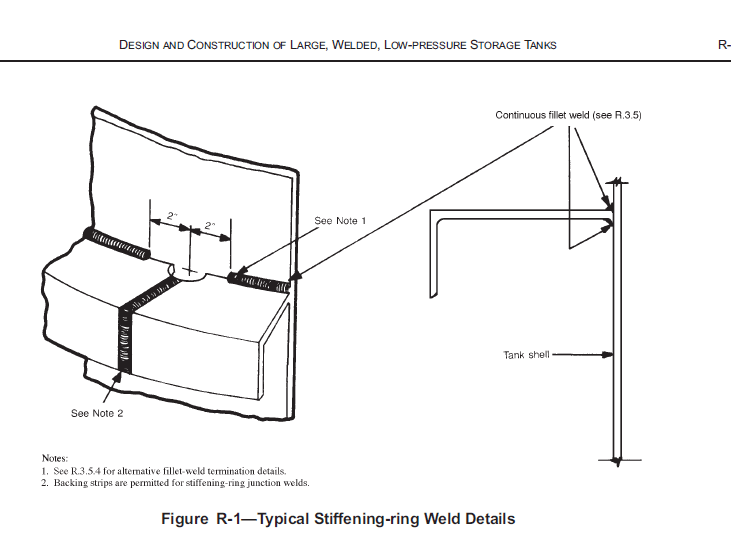
We want to use the below shown type of stiffener ring in staorage tank.
How could I provide rat hole in this stiffener.
If so what happens at the intersection of stiffener and shell vertical joint?
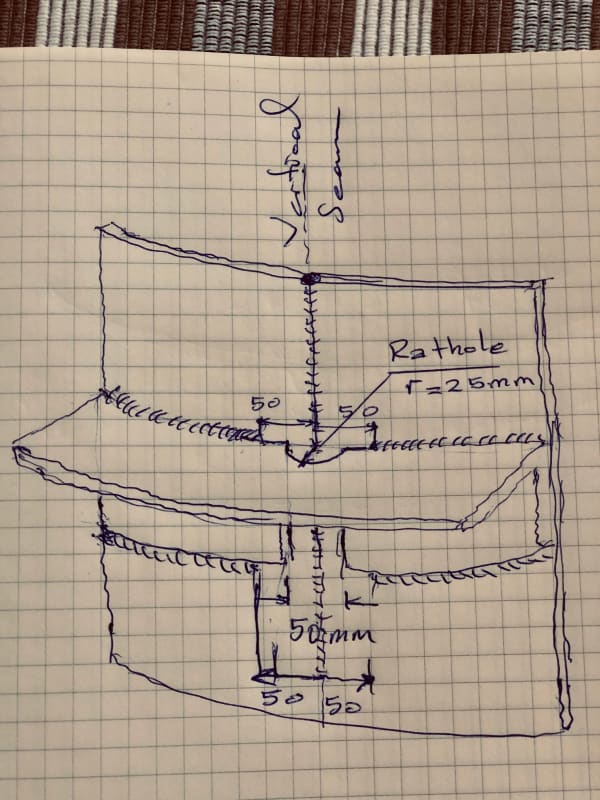
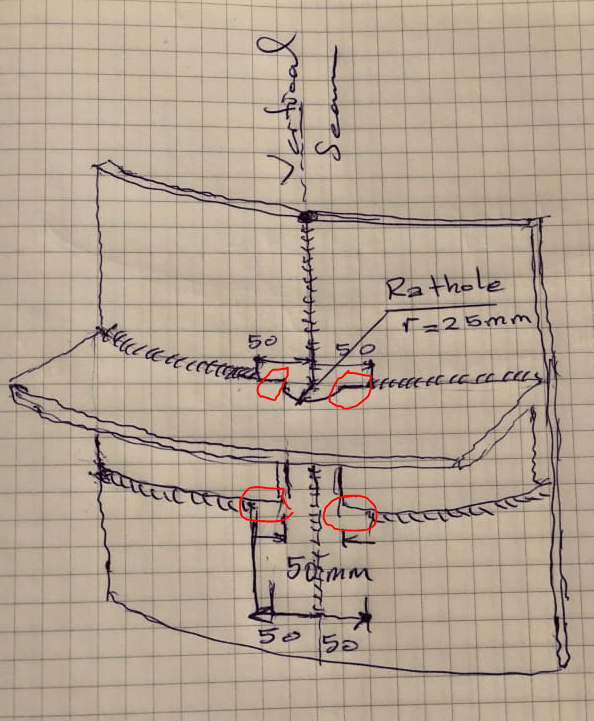
How could I provide rat hole in this stiffener.
If so what happens at the intersection of stiffener and shell vertical joint?