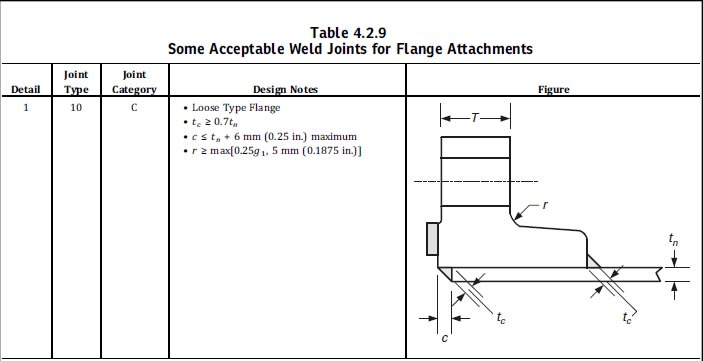
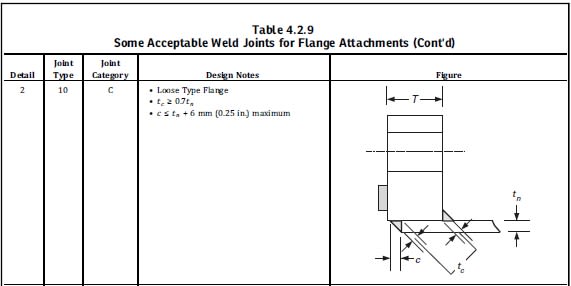
I've a doubt relevant to the meaning of parameter "c" shown in Details 1 and 2 of Table 4.2.9 of ASME VIII Div.2.
The sketches use "c" to indicate the leg of the weld, but I've a doubt it should refer to the flange offset, since the limit is "similar" to the one specified in Div.1 for the flange offset (refer to fig.2-4 sketches (3) and (3a)).
My doubt is also due to the fact that the triangle used to represent weld is equilateral, so how could "c" be greater than "tn", being it allowed to be =tn+6mm?
Moreover the weld dimension is determined by "tc", so "c" should not be referred to the same weld.
Can anybody give me his/her opinion?
Thanks to all!
Regards
Cristiana
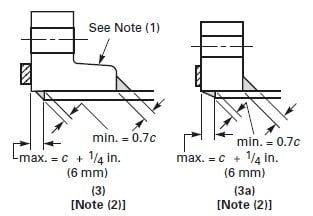
The sketches use "c" to indicate the leg of the weld, but I've a doubt it should refer to the flange offset, since the limit is "similar" to the one specified in Div.1 for the flange offset (refer to fig.2-4 sketches (3) and (3a)).
My doubt is also due to the fact that the triangle used to represent weld is equilateral, so how could "c" be greater than "tn", being it allowed to be =tn+6mm?
Moreover the weld dimension is determined by "tc", so "c" should not be referred to the same weld.
Can anybody give me his/her opinion?
Thanks to all!
Regards
Cristiana