dik
Structural
- Apr 13, 2001
- 26,037
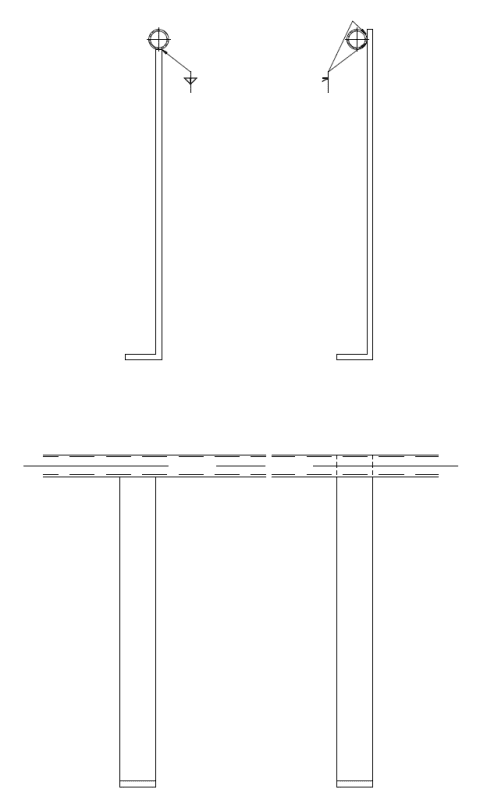
Does anyone have a handy formula to calculate the weld strength for the following? If not a formula, then a paper that I can use. The HSS tube is 1.66x0.140 and the BAR stock is 1/2"x3" and the live load moment is Mf = 1.5 K-ft.
Dik
Dik