imagineers
Mechanical
- Nov 2, 2010
- 162
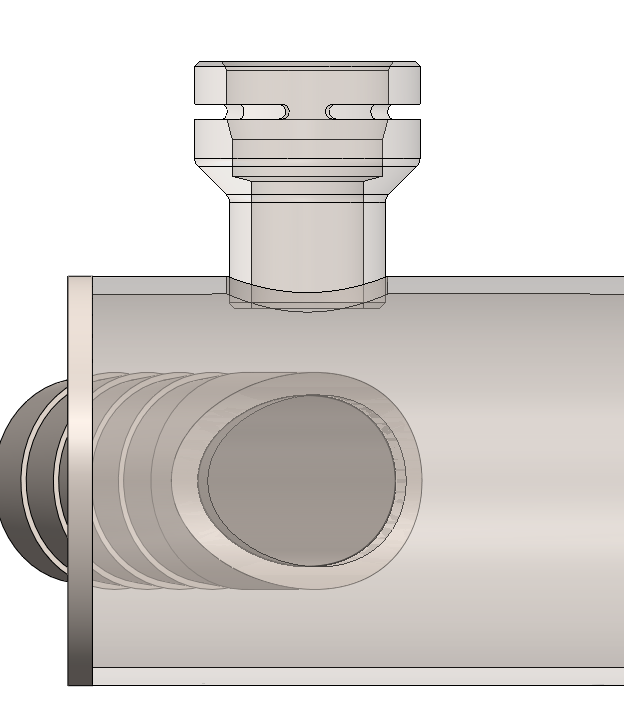
So I have asked a similar question before however I am machining a part and welding it to a tube. 1.5" tube 1.65 wall. I am machining an adapter to house a pressure fitting and I was thinking of just making a slightly oversized hole and dropping the fitting in and welding around to join them. The thing is the part will be used on other assemblies with different tube sizes, so I figured this was the best way to weld this fitting as I can put the same size hole in any of the tubes, drop it in, and weld. The other option would be to cut a radius in the lower part of the fitting which would match the diameter of the tube its mating to, but the thing is that same fitting would not match the diameter of all the other tubes so I would need different diameter cuts for each tube to match if that makes sense. Is dropping the fitting in good practice and would I need to be concerned about anything like welds coming in contact with fluid or seeping down into the hole? its glycol and water going through and we have anticorrosives in place, just trying to see if there is any issues in doing this. Thanks