Are there any instructions how to choose welding technology (MIG, TIG, EBW, etc.) based on the relevant application?
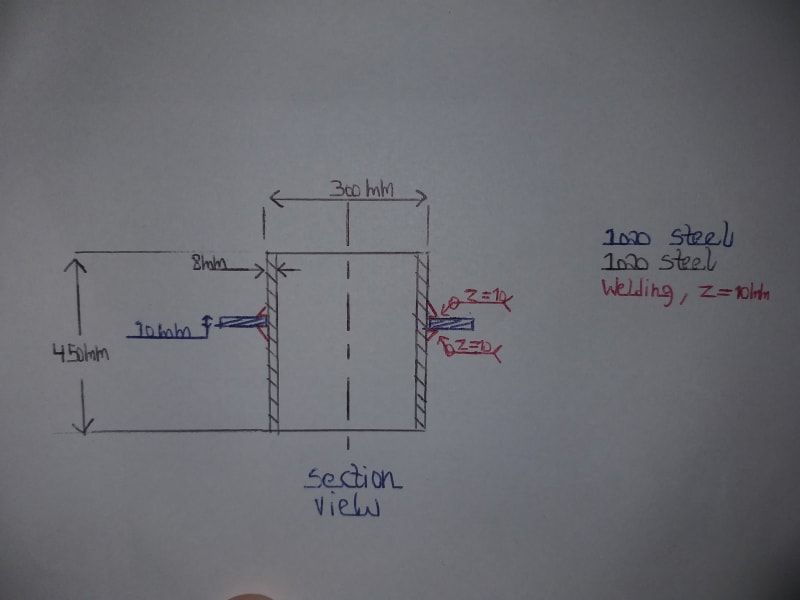
I am designing a structure that should be dynamically (vibrations) tested soon, and I originally instructed to use TIG method.
The workshop prefers to use MIG welding.
I wonder what should I do? I originally chose TIG since I read it's the best quality welding.
But now after being asked for changing it to MIG I really want to deeply understand what the consequences might be.
When learning welding in the university we dealt with the size of the welding by dedicated calculations, but I couldn't find any considerations regarding which technology is best suited for the entire different applications.
I am designing a structure that should be dynamically (vibrations) tested soon, and I originally instructed to use TIG method.
The workshop prefers to use MIG welding.
I wonder what should I do? I originally chose TIG since I read it's the best quality welding.
But now after being asked for changing it to MIG I really want to deeply understand what the consequences might be.
When learning welding in the university we dealt with the size of the welding by dedicated calculations, but I couldn't find any considerations regarding which technology is best suited for the entire different applications.