sentrifice
Mechanical
- Apr 5, 2023
- 32
Hi,
I am working on a piping modification project that involves hot corrosive fluids (>200000 ppm chlorides, 200 F). The current piping is 1.5" sch 10, and the material is 6% moly (254SMO). Design pressure is 15 psig.
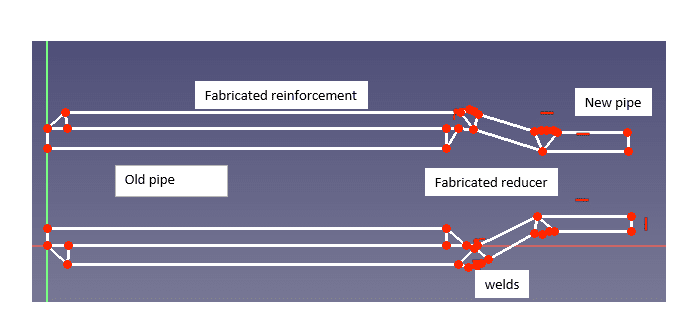
As part of the project, we will need to tie in new piping to the old piping. I am worried about the tie in process because I am assuming that the existing piping will be at least partially corroded, and it would not be a good idea to buttweld to corroded pipe. I thought to demo the piping back to the nearest flange to avoid welding new pipe to old, but the nearest flange is pretty far away so that's a lot of expensive piping that would need to be replaced.
My thoughts are that I have 3 options:
1) Demo pipe back to nearest flange and have an expensive design
2) Perform test or examination on the pipe to confirm pressure design and estimate remaining life
3) If client doesn't want to do the first 2, they need to somehow absolve the engineer and contractor from responsibility for the existing piping. I'm not a fan of this option since it doesn't seem possible to absolve anybody from responsibility, and the fluid can be considered hazardous which is even worse.
I would like to go with option 2, but I have no idea what that testing process looks like. While I wait for input I will do some research on the topic.
I am working on a piping modification project that involves hot corrosive fluids (>200000 ppm chlorides, 200 F). The current piping is 1.5" sch 10, and the material is 6% moly (254SMO). Design pressure is 15 psig.
As part of the project, we will need to tie in new piping to the old piping. I am worried about the tie in process because I am assuming that the existing piping will be at least partially corroded, and it would not be a good idea to buttweld to corroded pipe. I thought to demo the piping back to the nearest flange to avoid welding new pipe to old, but the nearest flange is pretty far away so that's a lot of expensive piping that would need to be replaced.
My thoughts are that I have 3 options:
1) Demo pipe back to nearest flange and have an expensive design
2) Perform test or examination on the pipe to confirm pressure design and estimate remaining life
3) If client doesn't want to do the first 2, they need to somehow absolve the engineer and contractor from responsibility for the existing piping. I'm not a fan of this option since it doesn't seem possible to absolve anybody from responsibility, and the fluid can be considered hazardous which is even worse.
I would like to go with option 2, but I have no idea what that testing process looks like. While I wait for input I will do some research on the topic.