We have experienced some weld HAZ cracks in the structural welds with high restraint in our ongoing Process modules structure.
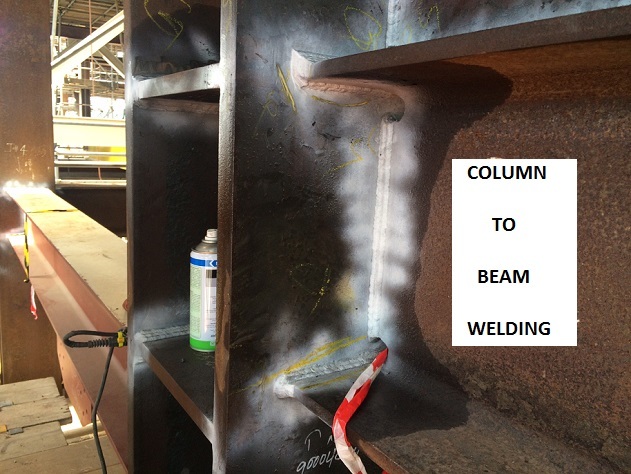
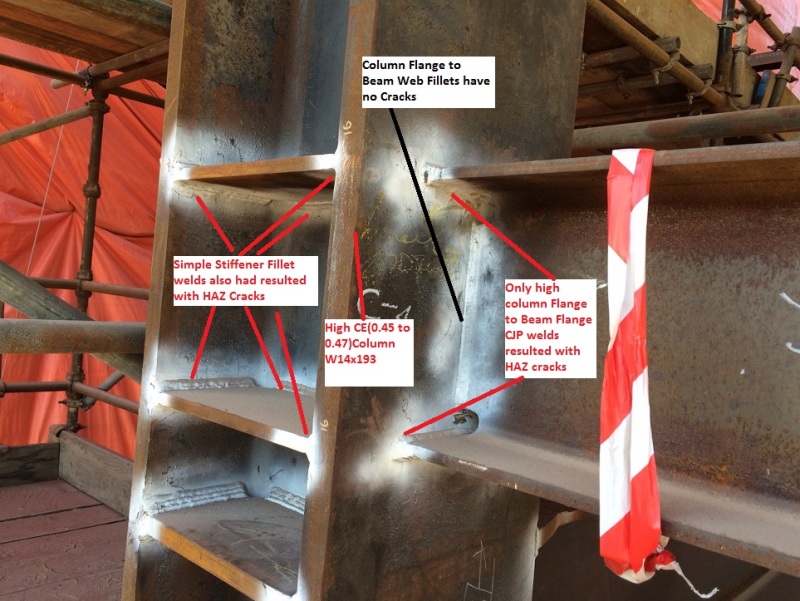
We found high Carbon Equivalent (CE= 0.45 to 0.47%) on some beams (W-sections) W14x16x193 used for columns which are being fillet welded with A36 stiffeners and CJP welded to A992 beams CE</=0.43%) by moment weld/shear weld connection. We are finding cracks in HAZ of high CE members. Presently we are welding with E7018-1H4 , with preheat 115 Deg.C minimum.
Anybody have experienced with this kind of HAZ cracks? If yes, please share your experience and how to weld these joints and achieve crack free welds.
We found high Carbon Equivalent (CE= 0.45 to 0.47%) on some beams (W-sections) W14x16x193 used for columns which are being fillet welded with A36 stiffeners and CJP welded to A992 beams CE</=0.43%) by moment weld/shear weld connection. We are finding cracks in HAZ of high CE members. Presently we are welding with E7018-1H4 , with preheat 115 Deg.C minimum.
Anybody have experienced with this kind of HAZ cracks? If yes, please share your experience and how to weld these joints and achieve crack free welds.