QCJT
Industrial
- Feb 16, 2011
- 52
Hi all,
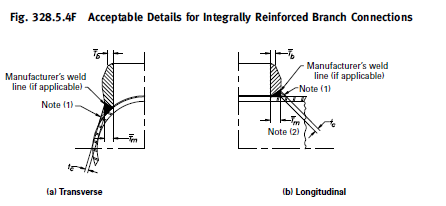
Could this be right (see photo attached)??
Generally speaking, which standard specifies how the weldolet branch connections shall be fitted? I mean when it's set it, set on etc. and what's the proper orientation (meaning which side goes onto run pipe)?
Thanks in advance for all kinds of feedback
JT
Could this be right (see photo attached)??
Generally speaking, which standard specifies how the weldolet branch connections shall be fitted? I mean when it's set it, set on etc. and what's the proper orientation (meaning which side goes onto run pipe)?
Thanks in advance for all kinds of feedback
JT