MJC6125
Structural
- Apr 9, 2017
- 120
I'm curious what type of weld other engineer's would specify in this scenario. I have an HSS column welded to a column base plate. The column is hidden in a stud wall, so the size of the base plate is limited. There's only room to extend the edge of the baseplate by 1/4" past the face of the column per the image below.
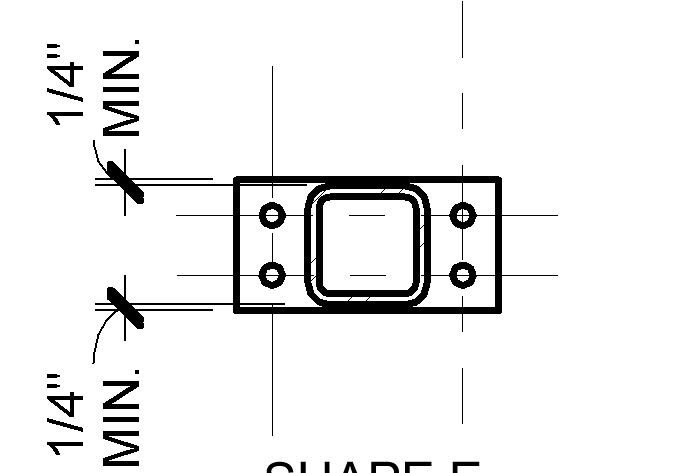
What type and size of weld do you think is acceptable, not from a design load perspective, but from a code/weldability perspective?
I think there's two sections of the AISC manual/spec that may control. The first is Minimum Shelf Dimensions for Fillet Welds on page 8-17 of the 14th addition of the AISC manual. It recommends the shelf to be 1/4" larger than the weld size. With only a 1/4" shelf in the base plate example, you couldn't put any weld there. The image, Fig. 8-11, does not depict this scenario exactly so I'm not sure if it applies. The second is the limitation of fillet weld sizes along the edges of material per section J2.2b of the AISC spec. If that section needed to be followed you could only do up to a 3/16" of a weld. I don't think that section applies because you aren't technically welding along the edge of a plate, but I'm not 100% sure on that assumption.
Which rules do you think apply? Would you do a fillet weld of some size or would you change it to a PJP groove weld?
There's already been a thread on this where a PJP weld was recommended: Link
What type and size of weld do you think is acceptable, not from a design load perspective, but from a code/weldability perspective?
I think there's two sections of the AISC manual/spec that may control. The first is Minimum Shelf Dimensions for Fillet Welds on page 8-17 of the 14th addition of the AISC manual. It recommends the shelf to be 1/4" larger than the weld size. With only a 1/4" shelf in the base plate example, you couldn't put any weld there. The image, Fig. 8-11, does not depict this scenario exactly so I'm not sure if it applies. The second is the limitation of fillet weld sizes along the edges of material per section J2.2b of the AISC spec. If that section needed to be followed you could only do up to a 3/16" of a weld. I don't think that section applies because you aren't technically welding along the edge of a plate, but I'm not 100% sure on that assumption.
Which rules do you think apply? Would you do a fillet weld of some size or would you change it to a PJP groove weld?
There's already been a thread on this where a PJP weld was recommended: Link
