Zainu
Agricultural
- Jan 15, 2023
- 8
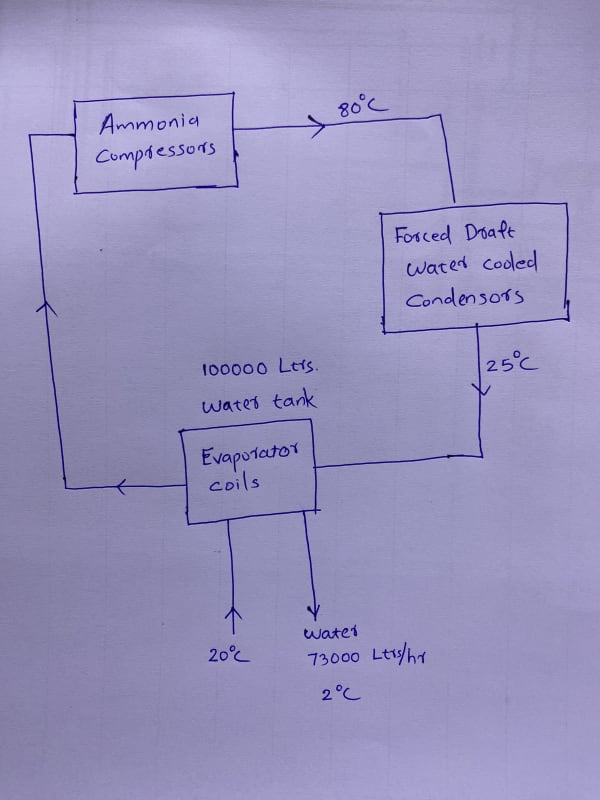
Our IBT (like chilled water tank) has capacity of 1 lakh liters of water, the forward chilled water flow rate is 73000ltrs/ hr, the forward and return temperatures of chilled water are 2dc and 20dc, the load time can be considered as 24 hrs and all compressors are ammonia operated having superheated ammonia temperature of 80dc. The condensors are forced draft type and condensed ammonia temperature is 25dc. Then what would be the total KWH of my compressors?
Should we consider the capacity of water cooled condensors while calculating the power rate required for the above?
Should we consider the capacity of water cooled condensors while calculating the power rate required for the above?
") You have started with a rather big elephant
You have started with a rather big elephant