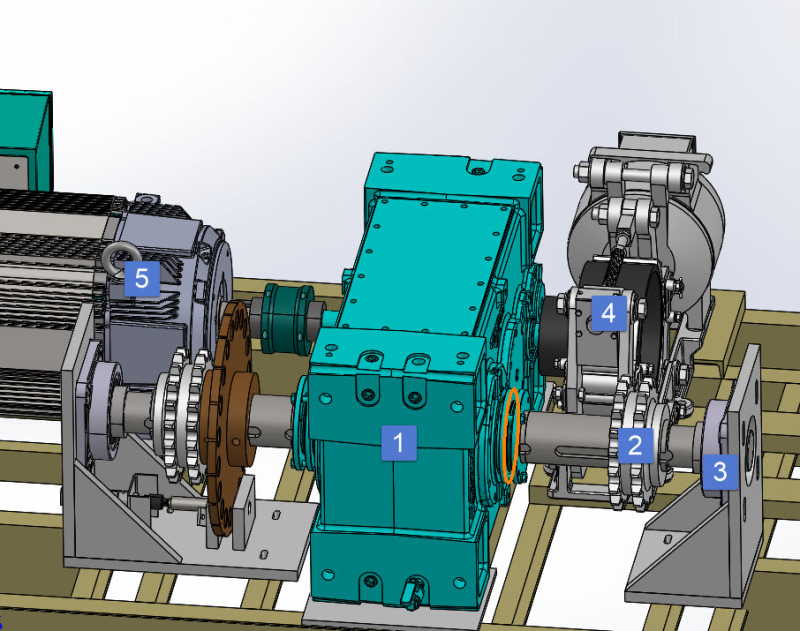
Is the output shaft of the gearbox one piece and long, and integral with the gearbox?
Or, is the gearbox shaft hollow, and your shaft is 1 piece, reaching from flange bearing to flange bearing?
Are both sprockets lifting the load?
Taper bore bearings, with tapered sleeve adapters may be your best bet.
They Not the easiest to install correctly, but are very capable of gripping a well made shaft reliably in the presence of troublesome radial (and axial) loads.
Have the bearing tech folks blessed your arrangement in regards to rpm, ambient temperature, what rotates and what is stationary, the direction and nature of service loads, etc.
Before creating CAD models ALL that info, and more, needs to be processed and well understood.
If the gearbox has a hollow shaft, I'd be asking the gearbox manufacturers SPECIFICALLY about the fits
required to keep your shaft and their hollow shaft from fretting each other horribly. I think a tapered sleeve is required on each end there too.
The sprockets slip fitted to the shaft will require the same attention to fit or they will tend to fret badly as well. Or benefit from taper sleeve mounting.
The output shaft will need to be very straight, and run very true, and the flange bearings will need to be nicely aligned to it and held VERY reliably.
There is no scale to the model, but the triangular bearing supports and square (tube) floor beams may let things move out of line when the load is applied. Four bearings in a row on the same shaft is NOT a trivial situation. If the structure is real stiff, and the shaft has runout or the bearings are out of line, the four bearings are going to get in a big fight with each other, to the detriment of the shaft and bearing life, and security of bearing mounting remaining tight . If the outboard structures are not nearly stiff enough, then the gearbox bearings will handle all the load, and the shaft will bow, similar to what would happen if there were NO outboard bearings.
To ensure load sharing, and increase the tolerance for misalignment, a radially stiff coupling could be used close to the gearbox on each side.
I'm thinking a single element disk or perhaps a single element gear coupling would work.
Page 28 here -