shippawa
Mechanical
- Sep 21, 2017
- 5
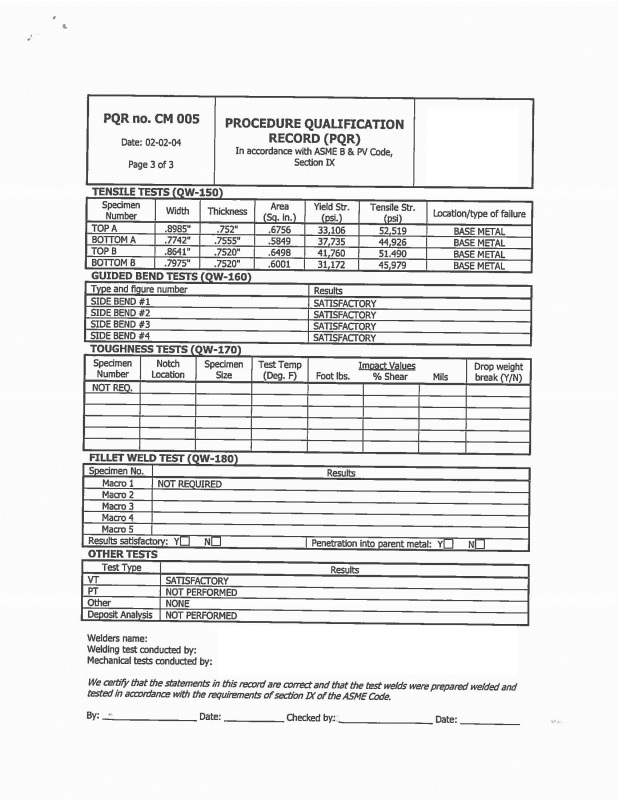
I was provided with a WPS and a PQR. I was looking them over and found a couple differences and would like a second opinion on it.
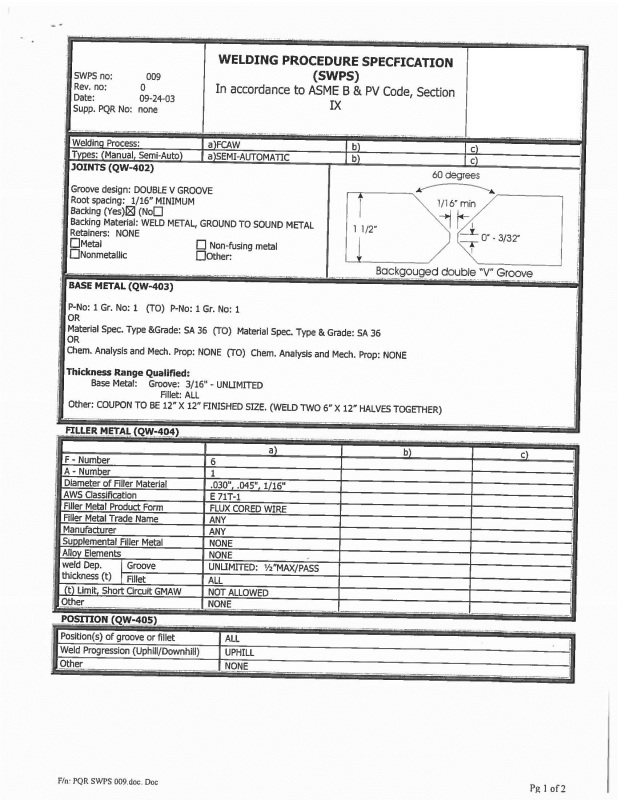
Page 1 of the WPS and page one of the PQR, under QW-402, does it matter that the thickness is different, the root spacing is also different?
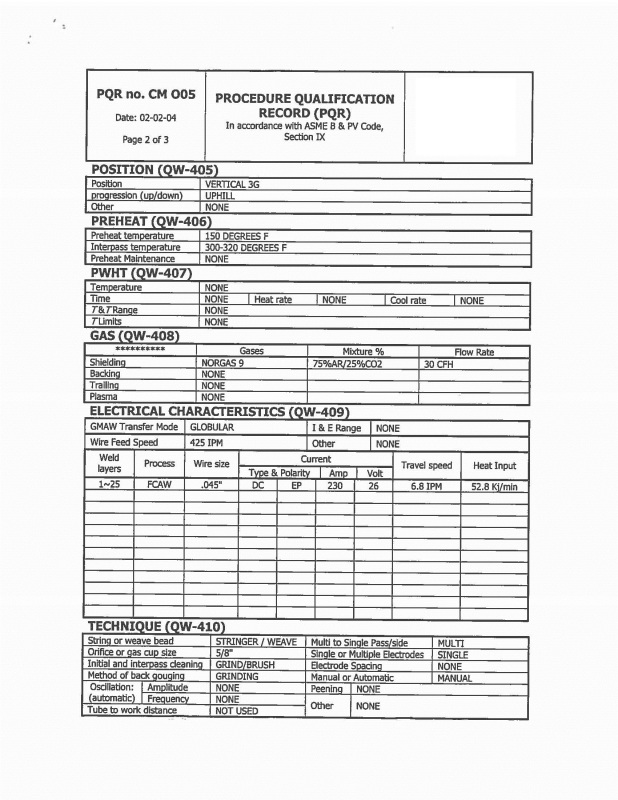
On WPS page 1 still, under QW-405 it says all under positions, but on the PQR under position it says VERTICAL 3G, that is wrong?
If you find any other mistake, difference or discrepancy please let me know.
thanks in advance for all your help.
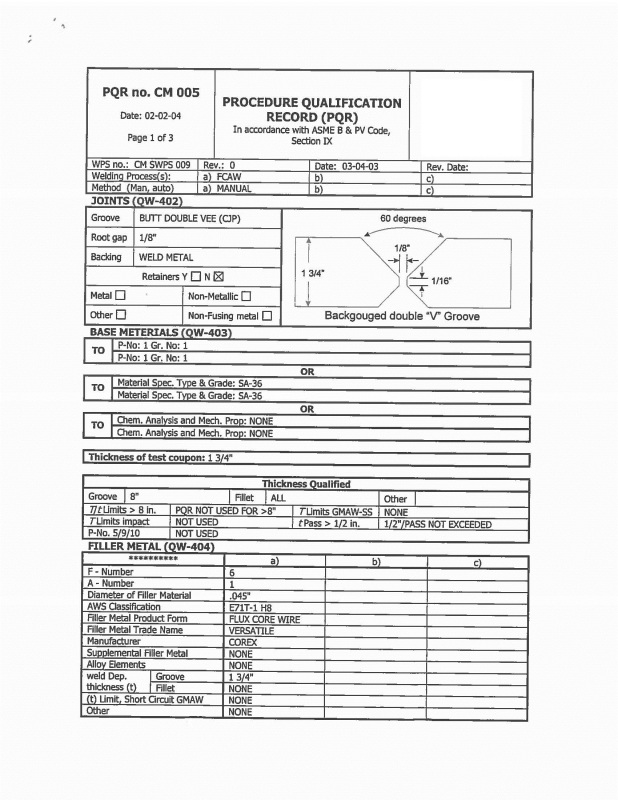
Page 1 of the WPS and page one of the PQR, under QW-402, does it matter that the thickness is different, the root spacing is also different?
On WPS page 1 still, under QW-405 it says all under positions, but on the PQR under position it says VERTICAL 3G, that is wrong?
If you find any other mistake, difference or discrepancy please let me know.
thanks in advance for all your help.