Motivated Apprentice
Petroleum
- Sep 29, 2024
- 8
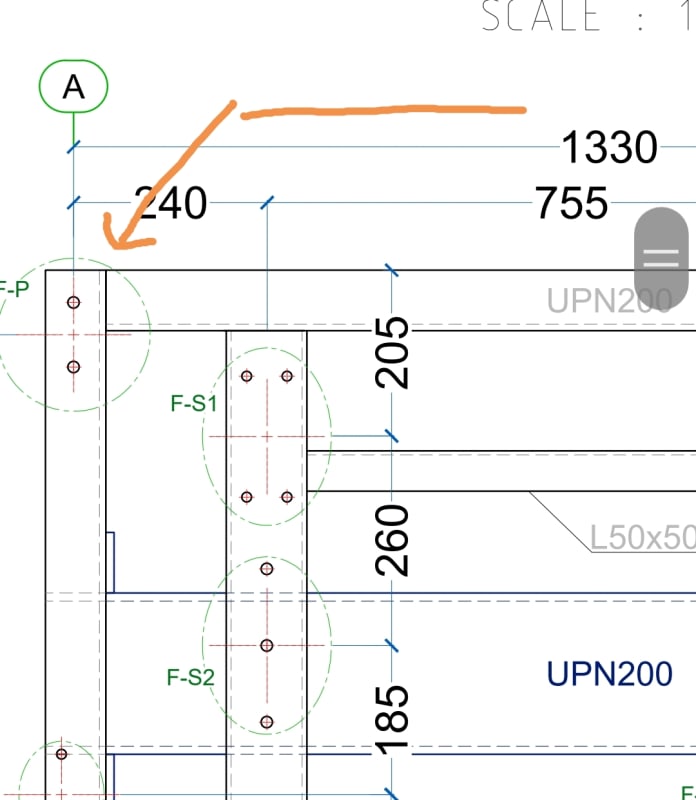
If I have two UPN200 to be welded, like in the photo,
Is it possible to use the weld all-around symbol without seperating each welding joint, can I take the part directly from the drawing, and use two UPN200 in design directly, In WPS according to ASME IX.
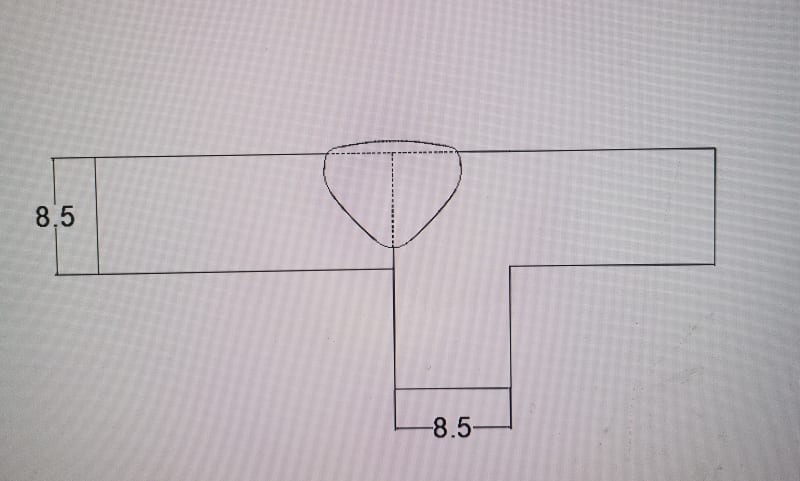
Is the joint in other photo, a butt joint or a corner joint?
Thanks