Grips used in tensile testing can be refurbished and used again. Are there any tensile testers who discard grips and wedges when they gall and the specimen begin to slip?
We only test round samples, so our grips are vee notched.
We will regrind them to lightly recondition them, but not beyond that.
You have to do that before hey get real bad.
Comparing the cost of grips with the value of lab time it is not a contest, throw them out.
These are the grips the guys at my company use for flat tensile coupons on the Instron machine.
I agree with EdStainless. You need to consider the cost of replacing grips against the true value of the data you are producing. Grips are cheap compared to the costs of preparing test specimens, setting up and calibrating the test equipment, compiling the test data, and preparing a test report. This material test data is typically used as the basis for structural analysis, and if it were determined later on that the material testing process was potentially flawed due to use of damaged test equipment, it would create a huge problem for the company.
I agree with both EdStainless and tbuelna that the cost of the wedges/grips (from $1000 to $3000) are insignificant compared to the cost of preparation and testing. However you may like to read the following real life event. In one of the companies manufacturing aerospace material (superalloys), the wedges/ grips used for tensile testing had worn to the point that the tensile curve was not reliable. The lab manager found that a new set of 4 wedges/ grips would be delivered only after two weeks and he had to test a lot of products for shipment as it was end of the month period. His "a.." was on fire when the lab manager approached me because I have some knowledge and experience in refurbishing worn components and asked me if I could do something. Next day he received the refurbished wedges/grips with tungsten carbide coating and he was able to certify the products which were shipped as per the on-time delivery stipulation of the customer. The refurbishing cost was only $1600, but the the company avoided a costly "consequential damage" claim, which would have been far more than the cost of preparation and testing the products.The refurbished wedges lasted significantly longer than the new wedges the testing lab was using. The company adopted a practice of refurbishing the wedges instead of purchasing new wedges which I am told (perhaps surreptitiously) that these are now made in China.
I don't quite understand why galling alone will make the test piece slip.
Assuming you are using conventional wedge grips it is customary to lubricate the sliding faces with a Moly type grease to prevent this type of wear.
If you do have damage to the back of the insert then re-grinding to eliminate high spots should be easy.
If the body is worn then you could re-machine and fit a hardened wear plate.
If the grip face is worn then you may be able to repair grips for flat test pieces depending on the size range compared the thickness of the test piece.
If you test piece is round and the Vee is worn they are most likely scrap.
having said all of that it all depends on the capacity of the grips. If they are relatively low capacity then it may not be worthwhile but if they are 100 Tonne + then it will almost certainly worth the repair.
If the machine is old then large capacity grip bodies will almost certainly be cast iron and inserts may be case hardened.
Very old design two-space machines often have the grip face integrated into the crosshead and if you have damaged the slides in this type of machine you could have a serious problem.
It would be good to know the capacity of the machine and the type of grip.
Too many assumptions. One can not respond to all hypothetical cases.
The fact is that in the testing labs generally do not use Moly type grease. Perhaps it is not specified by ASTM.
The damage is generally on the surface that grips the specimen. The serrations get damaged, if not by galling perhaps by some other wear mechanism. The FACT is these serrations do wear over time. Generally they are not machined as suggested or fitted with a hardened plate.
The repair of the worn surface is by refurbishing, a process that nearly restores the serrations on the gripping surface.
All sizes of the grips/ wedges have been refurbished/ repaired.
Even the V grips/ wedges have been refurbished or "repaired" and not scrapped.
The grips/ wedges used at 100+ ton testing machines are good candidates.
For old machines the the replacement grips/ wedges are generally not available ex-stock but have to be custom made. These are expensive and it is cheaper to refurbish/ repair the worn grips/ wedges
I recall one situation involving severe galling with the type of tensile wedge grip fixture that uses a double male threaded connection, but the galling occurred between the lock collar and adjustment thread rather than on the grips faces. The collar became seized solid to the screw threads of the connector, but thankfully the connector could still be removed from the grip body and the test machine. I suggested to the tech that he carefully cut the collar to release it from the connector since that was the cheapest part to replace. Before the tech cut the collar off the connector we called the vendor to discuss the issue. I asked what materials the collar and connector were made from and they told me both parts were 316 stainless. This surprised me a bit as this combination of materials in a threaded connection would be prone to galling, and would not seem like a wise choice for an application where the joint is adjusted on a regular basis.
maxj. I am not familiar with moly type grease or actual tensile testing machine construction and maintenance, since I work in the area of surface engineering for wear resistance. Also the components I worked with are called "wedges" which grip the specimens. These are generally dry at least in the tensile testing machines used for measuring tensile & yield strengths and elongation of steel and superalloys. From what I have read and heard the "wedge grips" should not slip when pulling the specimens. Otherwise the curves will be wrong. My limited knowledge suggests that one uses "greases" to reduce friction; wheres my limited knowledge again suggests that in tensile testing the "wedge grips" should have maximum friction. That is where the advantage of refurbishing with a hard cermet like tungsten carbide helps in longer life of the "wedge grips". But as always, I can learn new stuff everyday and would like to know how a moly type grease would reduce wear of "wedge grips".
The face of the wedge that contacts the specimen should be dry. But the opposing face of the wedge that bears against the fixture body can be greased. The clamping force applied to the specimen for a given axial force applied by the machine is a function of the wedge taper angle and the coefficient of friction at this interface.
I don't really agree that the coefficient of friction between the grip body and the wedge insert has any impact on gripping in the 'ideal' condition.
Ideal would be a coefficient of 'zero' and the relationship between wedge angle and clamping force would correlate perfectly.
Th greater the friction the 'worse' the load transfer into the test piece and if the coefficient of friction was to become 1 then no grip action would occur.
All very straightforward.
Ramkiyengar, you limited knowledge has clearly led you to an incorrect set of conclusions.
The wedge insert must slide in the body of the grips to generate the clamping of the test piece. This sliding as no impact on the force required to elongate the test piece and hence no impact on results. I believe Newton's Third Law adequately covers this concept. Any article which states a wedge must not slide is just plain wrong.
In my first job I used to carry out 60-70 tensile tests per day in a 600kN machine equipped with wedge grips and I can promise you that the wedges do slide and they do need lubricating. I had this job for the first 5 years of my career as a metallurgist.
It should be clear, however, that elongation cannot be calculated from crosshead separation on machines equipped with wedge grips although there is a trend in the industry to attempt to make these type of measurement and to claim that they are reasonably accurate and repeatable.
The software used to try to provide this type of data inevitably contains either a Bulgarian Constant or some kind of polynomial 'fudge' to eliminate crosshead and machine deflection but data of this type is at best poor quality and generally uncalibrated.
The only real methodology to produce accurate stress strain curves is to use good quality extensometry and to make direct measurement on the individual test pieces.
Some 'small' capacity test machines do have grips which appear unlubricated, particularly when used to test textiles an other materials that would be contaminated by grease.
Grips for this type f machine are commonly parallel action and can be operated pneumatically or hydraulically.
When wedge grips are used on this type f machine it is common practice to apply a phosphate coating to provide some boundary lubrication and still allow the insert to slide.
To manufacture inserts from materials that are notch-sensitive or have low KIC properties is not sensible even if they have good wear resistance.
Moly grease is well known for its ability to eliminate galling and other problems due to adhesive wear. Both Kluber and Liqui-Moly manufacture a range of suitable products. It is a standard treatment to eliminate fretting fatigue and fretting corrosion damage and I am very surprised you have not encountered these tyoe of greases in terms of the avoidance of wear.
The research carried into gripping out by my former company and by the Testing Machine industry in general is enormous but little if any data is publishes as it is always a commercially sensitive activity.
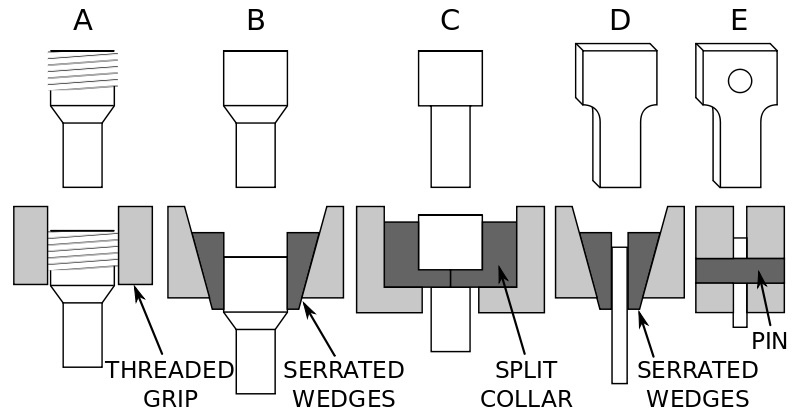
I hope the image from WIKIPEDIA tensile testing is uploaded. If not one can go to this reference and look at Various shoulder styles for tensile specimens. Keys A through C are for round specimens, whereas keys D and E are for flat specimens. Key:
I am referring to the B and D which show A round shoulder for use with serrated grips and A flat shoulder for use with serrated grips.
One can see the wedge like components which are serrated. These serrated surfaces are in contact with the specimens used in steel and superalloys testing laboratories and hold the specimen TIGHTLY. They are not lubricated. In my younger days when I did some South Asian style wresting, we would put oil on our bodies to prevent the opponent from "GRIPPING" us. It is also a common experience that it is difficult to grip with a greasy hands. So why would a serrated surface for gripping specimens be greased?
I do agree that if these wedges have to move horizontally (in the figure) then the "sliding" surfaces of the wedges can be greased for smooth sliding and proper grip.
I am under the impression that with OUR limited knowledge we are talking about different issues. PEACE to all and GOODWILL towards humans!
It would seem obvious that it is not sensible to try to lubricate the grip to testpiece interface.
Your use of the term 'gall' indicates that adhesive wear was taking place and this is typical of the damage that occurs in wedge grips when the grip body to insert interface in not adequately lubricated.
If you are damaging to grip serrations during testing then it is most likely that you are not adequately gripping the test piece which if it is a superalloy could be very hard.
If you are chipping the teeth or the alloy your are gripping is so hard you are flattening the teeth then you should consider changing your gripping strategy.
If I were testing hard round steel bars with prepared test pieces I would consider using a specimen holder with split collets and manufacture button headed test pieces. You should be able to find this type of holder with a self aligning feature and a wedge adapter - the daylight available on your test machine could be an issue.
If you are testing flat material than maybe you need to consider parallel acting hydraulic grips and a regulated hydraulic supply to provide greater gripping capability.
When testing very strong, relatively hard materials there are no shortcuts it is just difficult.
Depending on the number of daily tests there is a compromise between the cost of specimen preparation and the capital cost of the test equipment needed.