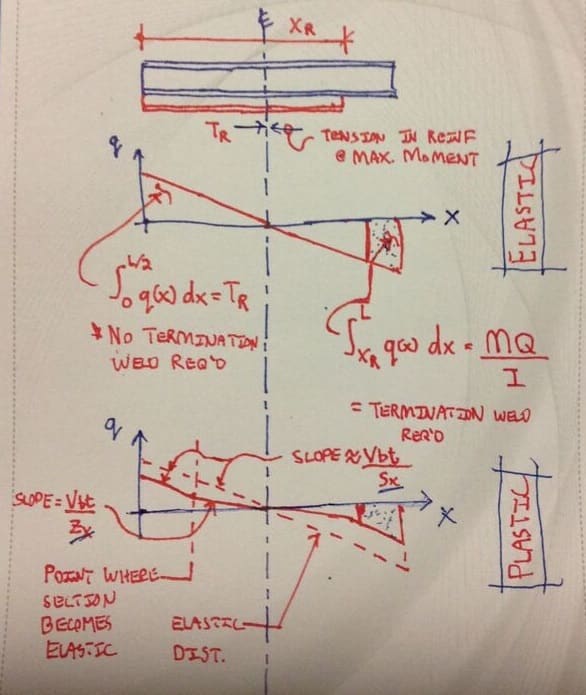
For welded cover plates, the welds connecting the cover plate termination to the
beam or girder shall have continuous welds along both edges of the cover plate
in the length a�', defined below, and shall be adequate to develop the cover plate’s
portion of the strength of the beam or girder at the distance a� from the end of
the cover plate.
(a) When there is a continuous weld equal to or larger than three-fourths of the
plate thickness across the end of the plate
a�' = w (F13-5)
where
w = width of cover plate, in. (mm)
(b) When there is a continuous weld smaller than three-fourths of the plate thickness across the end of the plate
a'� = 1.5w (F13-6)
(c) When there is no weld across the end of the plate
a�' = 2w (F13-7)