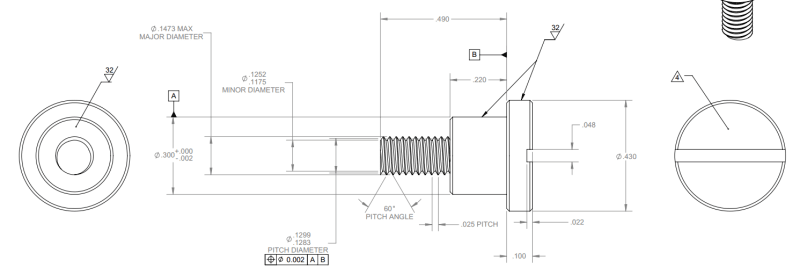
I'm trying to dimension a part that is supposed to screw into a hole that has been tapped for a 4-40 helicoil. This would be BEFORE the helicoil is inserted, kind of like a STI Go/No-Go gauge. I haven't been able to find any example drawings of those gauges though. I've always been able to use standard thread callouts before, but I haven't specified custom threads like this. My understanding is that a helicoil tap just has a greater major diameter than the standard thread. This is what I have created so far.... is this adequate? What else should I be doing? Thanks in advance!