jimmytwotimes
Structural
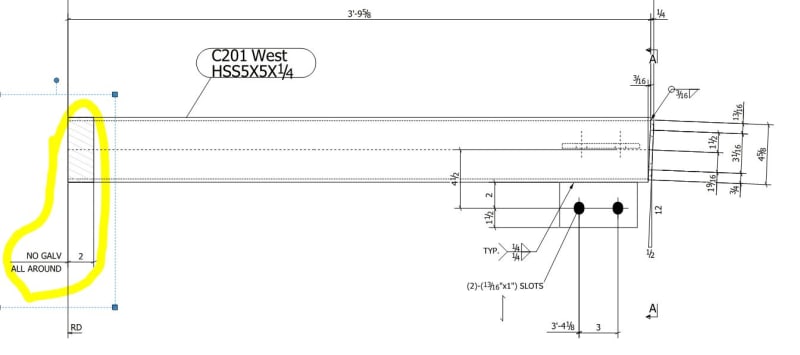
Consider an embed plate with headed studs being installed into the face of a concrete floor slab on an office building. Additional steel components will be welded to it for facade supports so hot dip galvanizing the embed plate would cause trouble.
In service the face of the embed plate does not have exterior exposure. Perhaps some condensation is possible, but the environment in general is minimal risk. Would you accept the embed plate being uncoated? If so, is there any literature that supports that conclusion? (AISC publication/design guide, etc...)
In service the face of the embed plate does not have exterior exposure. Perhaps some condensation is possible, but the environment in general is minimal risk. Would you accept the embed plate being uncoated? If so, is there any literature that supports that conclusion? (AISC publication/design guide, etc...)
")