Garrett Green
Mechanical
I am designing a Hydraulic Cylinder with a threaded gland. I have experience designing hydraulic cylinders but never a threaded end. I am looking over my ASME VIII Division 1 codes to try to determine the thread engagement needed but the only thing I have found is section UG-43. Table UG-43 has a chart telling me thread engagement for NPT threads for a pipe into a plate. The issue is I am threading a cylinder into another cylinder and I am not using NPT threads.
I am assuming that threading into a cylinder is not an issue but I was curious if using different threads would allow me to use fewer threads. We will be mass producing these and the fewer turns our production needs to make the more time we save. Does anyone know a way to calculate minimum # of threads needed? my knowns are:
Cylinder max Pressure = 3000psi
Cylinder I.D. = 2in
Cylinder O.D. = 2.375in
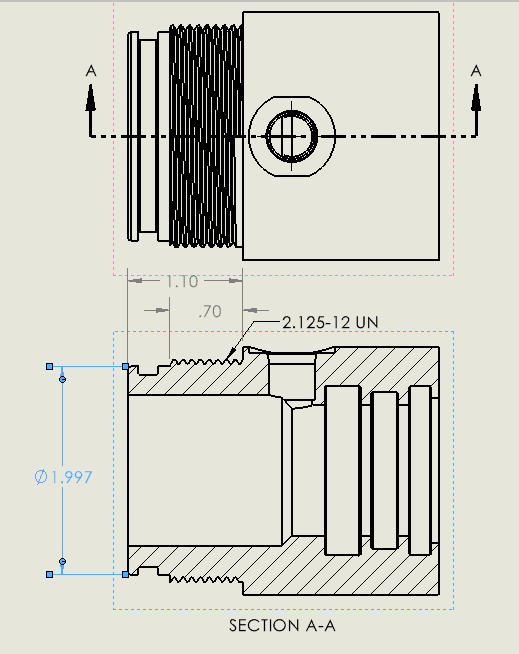
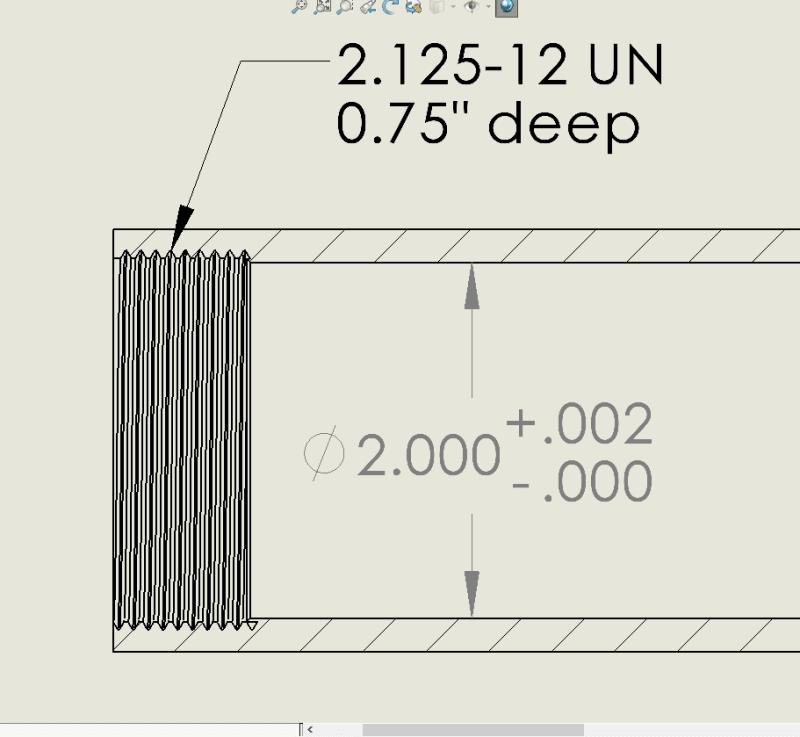
Threads (Custom machined): Major Diameter = 2.125, tpi = 12 threads
I currently have 8 threads engaged as per Table UG-43 but does anyone know if I can reduce this? If so, How do I determine how few threads I can use?
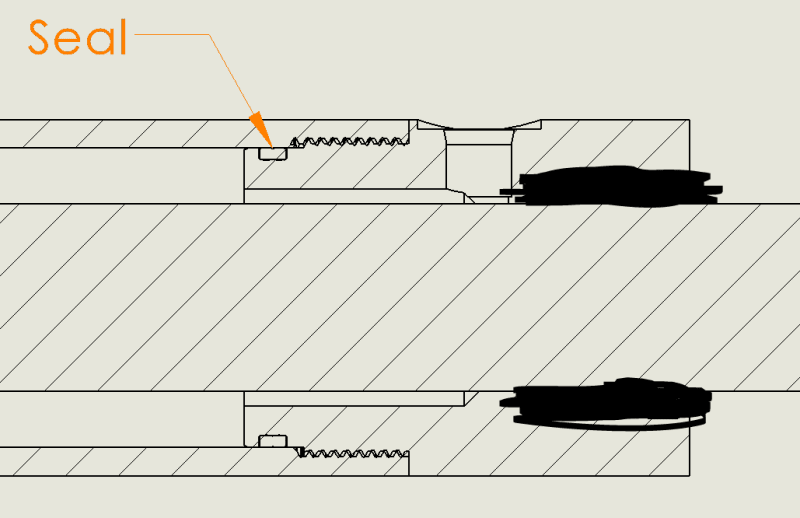
Attached is a photo of the current design.
Thank you,
I am assuming that threading into a cylinder is not an issue but I was curious if using different threads would allow me to use fewer threads. We will be mass producing these and the fewer turns our production needs to make the more time we save. Does anyone know a way to calculate minimum # of threads needed? my knowns are:
Cylinder max Pressure = 3000psi
Cylinder I.D. = 2in
Cylinder O.D. = 2.375in
Threads (Custom machined): Major Diameter = 2.125, tpi = 12 threads
I currently have 8 threads engaged as per Table UG-43 but does anyone know if I can reduce this? If so, How do I determine how few threads I can use?
Attached is a photo of the current design.
Thank you,