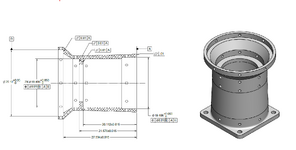
Please see the simplified drawing, I am omitting other dimensional and geometric tolerances for simplicity.
With the removal of the concentricity geometric tolerance in ASME 2018, I was trying to sort out how to ensure the inner diameters of the lens barrel are co-axial. A couple ways to do it, hole location, runout, and profile I think (controlling form and location).
Am I missing anything? I didn’t opt for a tertiary datum since I don’t really care about rotation. I want to ensure co-alignment between datum B (hole) and the other two holes.
With the removal of the concentricity geometric tolerance in ASME 2018, I was trying to sort out how to ensure the inner diameters of the lens barrel are co-axial. A couple ways to do it, hole location, runout, and profile I think (controlling form and location).
Am I missing anything? I didn’t opt for a tertiary datum since I don’t really care about rotation. I want to ensure co-alignment between datum B (hole) and the other two holes.