Anyone here work with 625 regularly that could comment on whether a microstructure we are seeing is normal/typical?
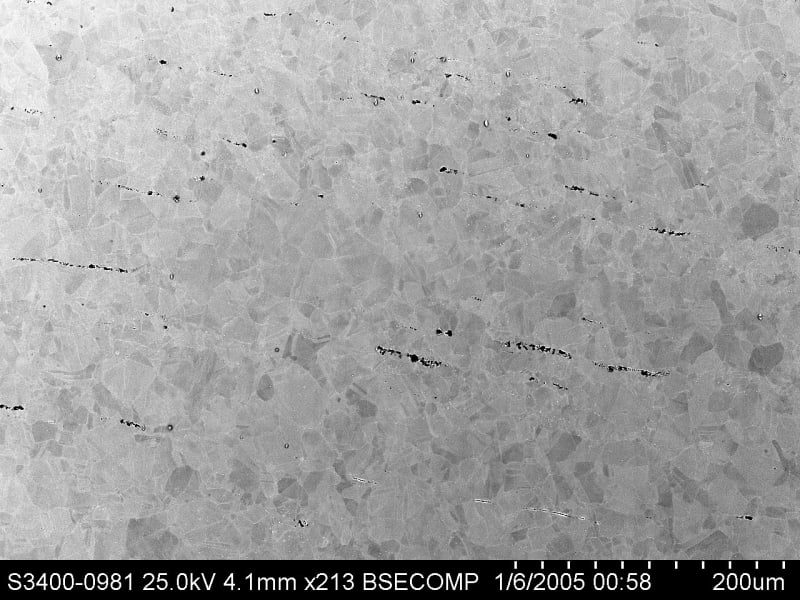
We have not etched yet and are using BSE and EDS on the SEM to differentiate phases in a polished specimen. We don’t have EBSD so the identification of phases is a bit loose. We do not appear to have laves phase, but we have some relatively large Nb-rich intermetallic stringers that are not on GB’s. I am not seeing these in the literature.
This microstructure seems atypical and potentially problematic from a fatigue/ductility standpoint. This component was relatively low stress (5 ksi), low temperature (200F), and in a reatively innocuous environment (air). It suffered a brittle failure with almost no ductility. The component had about 15% CW and for some reason we can’t figure, was not annealed (based on hardness and microstructure).
If anyone has expertise, I will post or PM the images.
We have not etched yet and are using BSE and EDS on the SEM to differentiate phases in a polished specimen. We don’t have EBSD so the identification of phases is a bit loose. We do not appear to have laves phase, but we have some relatively large Nb-rich intermetallic stringers that are not on GB’s. I am not seeing these in the literature.
This microstructure seems atypical and potentially problematic from a fatigue/ductility standpoint. This component was relatively low stress (5 ksi), low temperature (200F), and in a reatively innocuous environment (air). It suffered a brittle failure with almost no ductility. The component had about 15% CW and for some reason we can’t figure, was not annealed (based on hardness and microstructure).
If anyone has expertise, I will post or PM the images.