jimmyjimmyv
Materials
- Jan 27, 2021
- 24
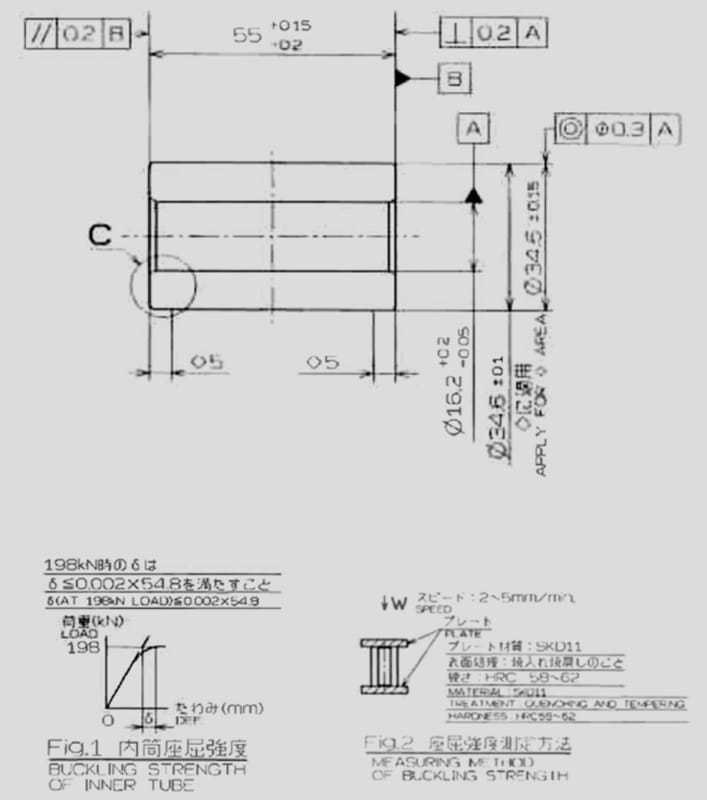
I regularly perform compression tests on aluminum tubing. The tubing must meet a requirement of a minimum length deflection. Whoever drew the print up is using the length (before compression), multiplied by the yield offset value of .002 (0.2%). I'm wondering if anyone knows why an engineer would use this calculation to come up with a max value for the length deflection? My values are always higher as I use a calculator that utilizes "δ = (Pl)/(AE)" which takes into account; the load, modulus of elasticity, length and cross-section area.