OK, I have worked on GA/Homebuilts [Thorp T-18], as well as antique military acft. This laminated construction and you comments do not feel comfortable to me.
Few points of concern.
Every BOLTED hole must have a nominal [optimum] diameter specified plus any allowable tolerances. IF NOT specified on the drawing, then there should be a master tolerance specification, IE a 'how-to-drawing or document' covering all assembly practices. This indicates the joints have been engineered... and that 'whatever' is not acceptable.
AN3-to-20 spec bolts should be reserved for mechanical installations... not structural joints... in my opinion.
It is standard for bolted structural assemblies to install close-tolerance-bolts in close-tolerance holes.
Sloppy holes relative to bolts impose greater shear-tension loads on the heads and nuts; whereas tight hole-to-bolt fit has a more uniform shear that reduces need for thru tension joint clamp-up for shear strength.
Suggest checking specs out for AN3-thru-20 VS the close tolerance version of the same bolt design AN173-thru-186. these bolts are identical in ever respect with two FUNDAMENTAL exceptions. The old AN specs can be down loaded at
1. AN3-thu-20 bolts have shank tolerances ~0.0030; whereas AN173-thru-186 bolts have total shank [close/precision] tolerances less than 0.0008 [close-tolerance is denoted by the impressed triangle in the head markings for these bolts].
2. AN3-thu-20 threads are left 'as rolled' [no further action required]... however, oddly, the thread-tip-diameter could easily be LARGER in diameter than the allowed bolt shank[!!]; whereas AN173-thru-186 have a specific annotation that thread-tip-diameter MUST be at least 0.0010 smaller than the [close-tolerance] bolt shanks [but not less than thread spec minimum thread-height].
In the evolution of fasteners: (a) structural fastener shank-diameter and thread tolerances have gotten tighter; (b) mechanical strengths of the steel, CRES and titanium alloys has gotten higher/tougher and more refined; (c) stress concentration details have been refined [fillet radii, thread transition run-out, etc]; (d) head dimensions and threads dimensions are more tailored for strength/durability performance and/or weight savings; etc.
CAUTION: hole quality is defined by the hole creation process. Drill bits typically attain+/-0.0020 hole tolerance; whereas reamers attain +/-0.0003 hole tolerances. Also, to be consistent, holes must be finish-match-drilled thru to ensure the entire stack-up has dead-od hole alignment and diametrical consistency.
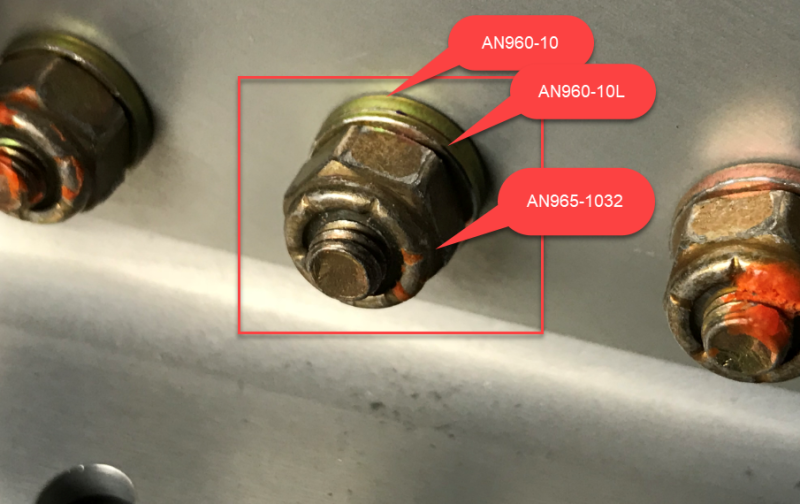
One final comment... regarding the application of thread marking compound to the nuts/bolt-threads.
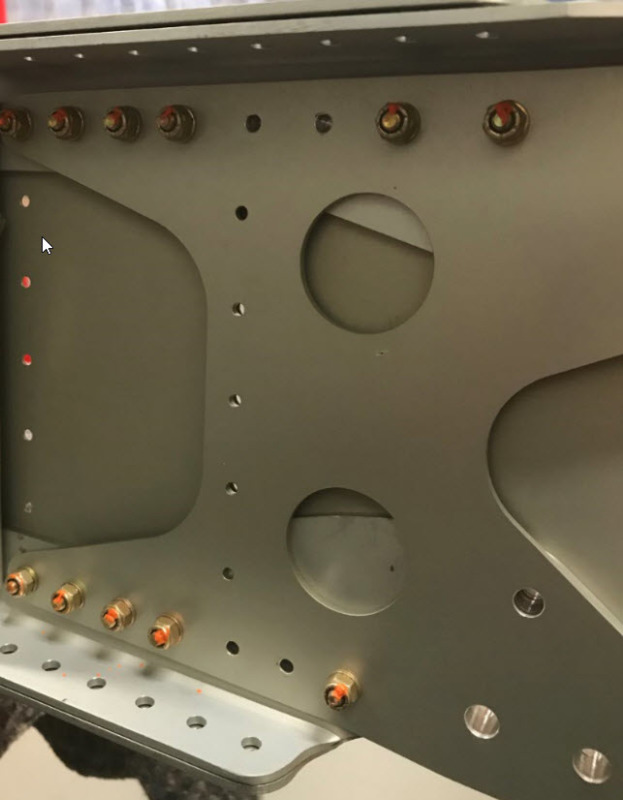
The way the marking compound is applied in Your photos is NOT aircraft standard. Marking compound is intended to show relative movement between parts that is undesirable.
Per Your photos: the marking compound was applied across the side/top of the nuts and onto the tip-top [end] of the bolt thread protrusion. This is inadequate, since this will only reveal whether the nut turns relative to the bolt.
Thread marking compound should be applied between the tip-top of the bolt-thread protrusion, across the top and along-the-sides of the nut, along the side/shoulder of the washer(s) and onto the surface of the structure... in one long/smooth line. This procedure will positively indicate ANY relative movement between the structure-washer-nut-bolt [side-to side or rotational looseness], in-service.
Regards, Wil Taylor
o Trust - But Verify!
o We believe to be true what we prefer to be true. [Unknown]
o For those who believe, no proof is required; for those who cannot believe, no proof is possible. [variation,Stuart Chase]
o Unfortunately, in science what You 'believe' is irrelevant. ["Orion", Homebuiltairplanes.com forum]
![[smile]](/data/assets/smilies/smile.gif "[smile] [smile]")