striker12300
Mechanical
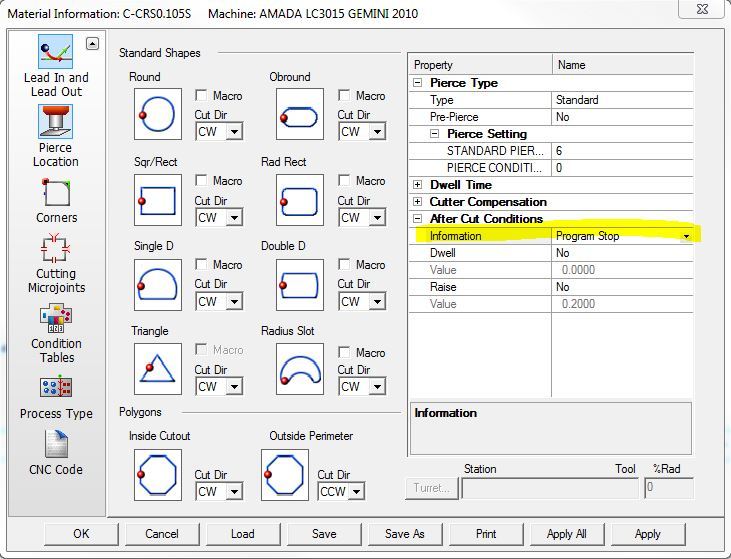
I have AP100 - 2013.05. I used to write the g code for an LCE 655 and it worked great. Now I'm writing code for an FO and when it writes the code it puts an M00 after every M104. For the life of me I can't figure out why. It's easy to get rid of them in my editor, just tell it to erase all the M00's but I shouldn't have to. Just wondering if anyone might know why this is happening.