CWI003
Structural
- Jan 4, 2010
- 10
Hi ,
Hi everyone ,
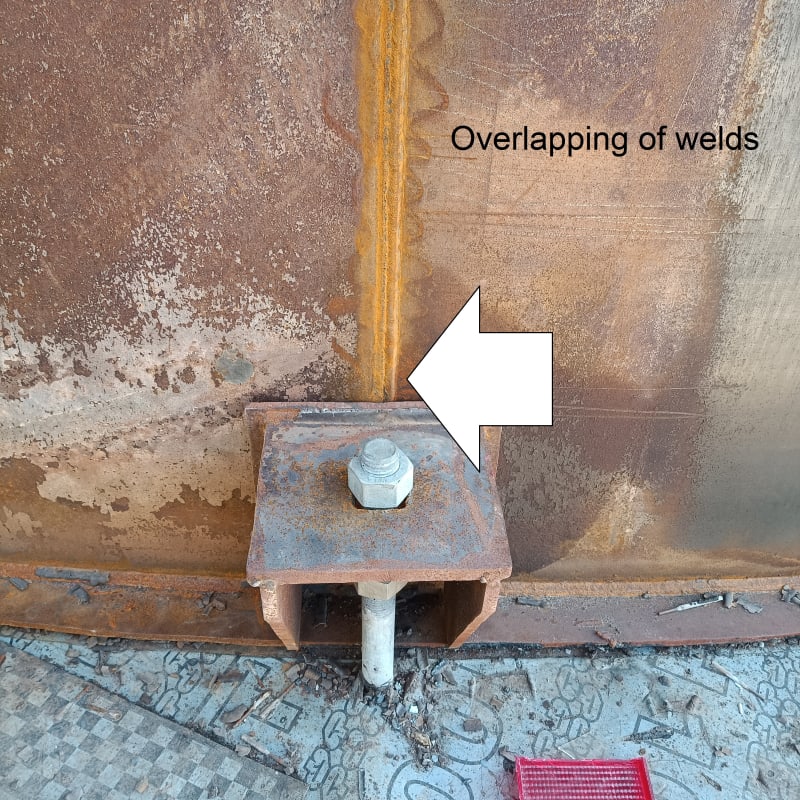
I have a question for the paragraph 5.8.1.2.a in API 650 13 th , when the anchor chair or stair is welded directly to the shell as per the pictures does it violate the code ?
also table 5.18 part 3
there are a gaps between the tread at the end so is that violating the code requirements ?
pictures attached
Hi everyone ,
I have a question for the paragraph 5.8.1.2.a in API 650 13 th , when the anchor chair or stair is welded directly to the shell as per the pictures does it violate the code ?
also table 5.18 part 3
there are a gaps between the tread at the end so is that violating the code requirements ?
pictures attached