3DDave,
My use of the word "independently" was not to suggest that when tolerancing a feature it should be isolated as if it's not an integral part of a component that has other features, and not to suggest ignoring that this component goes into an assembly, needs to function in a certain way, etc. Either you don't understand what this is all about or you are taking it out of the context on purpose. I'm glad the OP didn't misunderstand it.
If you read the discussion you could later get the answer to why it was worthy to point out that independence.
Sa-Ro's concern:
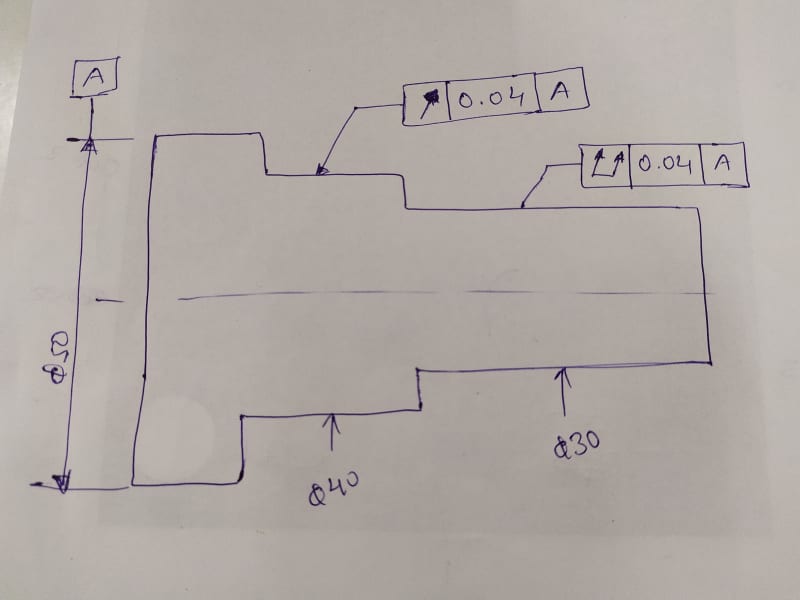
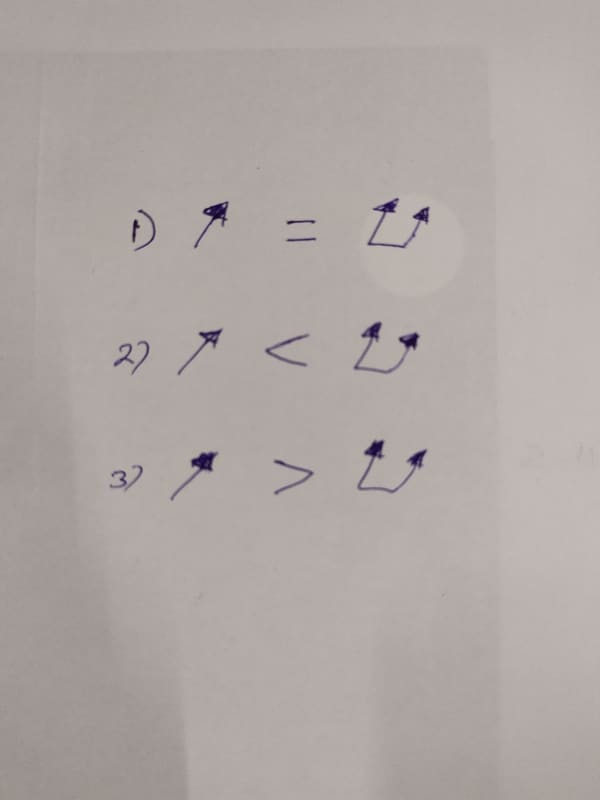
"But my supplier mentioning, total runout will cover circular runout, circularity, concentricity, cylindricity, straightness. Hence even though the circular runout and total runout are specified in different features, total runout should be always more than the circular runout."
In short, what needed to be clarified is that a tolerance applied to one feature doesn't control other features. As simple as that. And it's not "parroting the standard" that was suggested. In fact, I mentioned that he will be hard-pressed to find an official statement as an "evidence" to something this obvious but he needs to convey this message anyway in response to what could be the supplier's attempt to influence the specification of tolerances solely for his own convenience (and without regard to functional considerations) under the pretense of following the standard.