HaranSR
Materials
- Aug 17, 2017
- 15
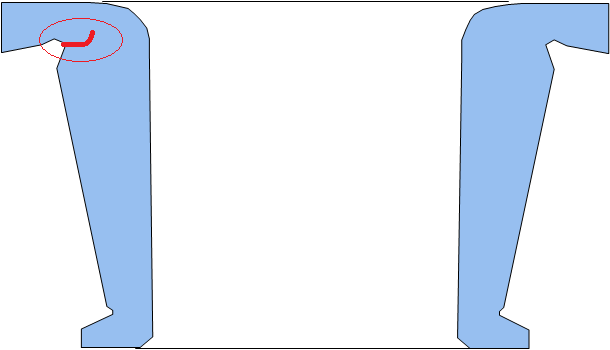
I am facing quench cracking during plug hardening of ring with oil quench (`40C).
Hardening temp at 830C. Ring is transfered to plugging press and quenched with oil.
Material is A485-1, ring dia is 250mm and thickness is 23mm.
Crack always in the same location of undercut. Any reasons / solution ?
Hardening temp at 830C. Ring is transfered to plugging press and quenched with oil.
Material is A485-1, ring dia is 250mm and thickness is 23mm.
Crack always in the same location of undercut. Any reasons / solution ?