mfritze
Mechanical
- Aug 12, 2013
- 32
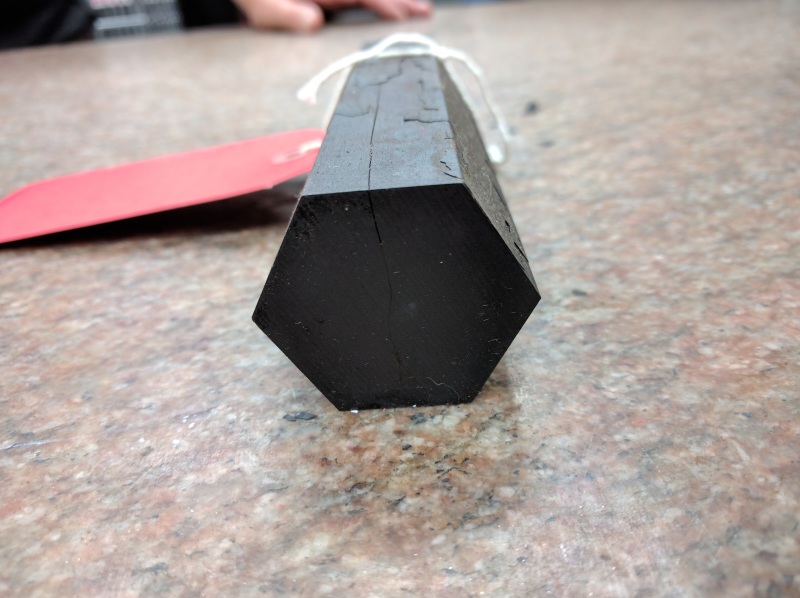
Any thoughts on what would cause this crack of 1.5inch hex stock,4140, Q&T to 30-36HRC per AMS-H-6875?
Heat treat schedule is like this:
Harden 1575F 1.5hrs oil quench
Temper 1050F 3.0hrs oil cool
About 1 out of every dozen stock like this crack. My first thought is to add a normalize step prior to quench. Ideas?
Thanks,