wiggum
Mechanical
- Nov 20, 2019
- 25
Hi.
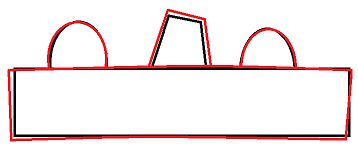
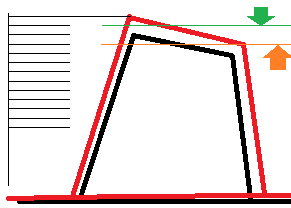
After roughing, I have an IPW, where I can see the rest material. During heat treatment deformation occurs, So my IPW will not show the real state. How could I add some kind of blank stock to my IPW?
When the deformation of the part is similar to the cut depth of the rest roughing/prefinishing toolpath (cavity mill), then the tool will surely break.
Any thoughts?
After roughing, I have an IPW, where I can see the rest material. During heat treatment deformation occurs, So my IPW will not show the real state. How could I add some kind of blank stock to my IPW?
When the deformation of the part is similar to the cut depth of the rest roughing/prefinishing toolpath (cavity mill), then the tool will surely break.
Any thoughts?