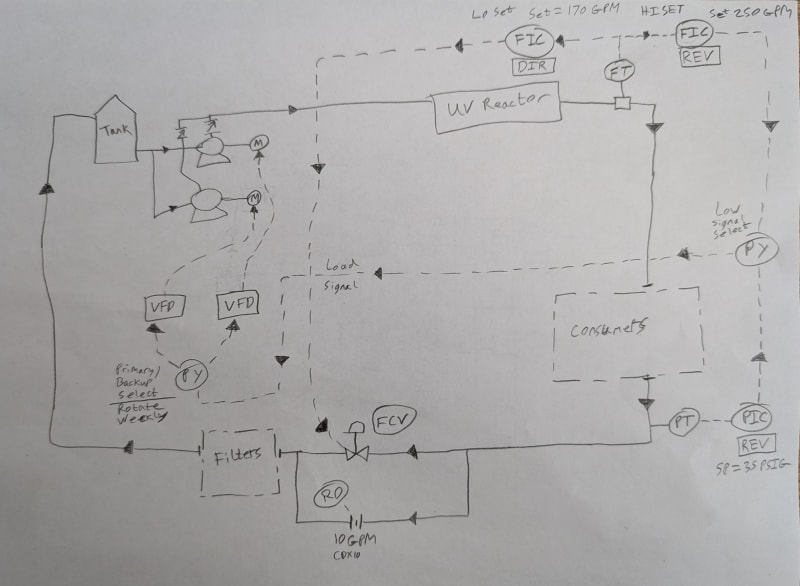
I'm working on a 10,000 gallon storage tank for reverse osmosis purified water that needs to be recirculated through a UV sanitizing reactor. I would like help on the correct strategy for controlling the pumps in this loop. The loop design is as follows:
I have two 10HP centrifugal pumps in parallel, each with its own check valve on the discharge. They can achieve up to 62 PSI of head pressure at zero flow. These pumps feed directly to the UV reactor.
After the UV reactor, I have a 240 GPM flow restrictor valve that is intended to prevent the UV system from exceeding its design flow rate. This restrictor valve could have 15-20 PSI drop when running at its full flow rate.
The line then goes out to the process loop, where various equipment taps in to draw from the loop to feed mix tanks and other processes. The loop pressure should be around 30 PSI when recirculating under "idle" conditions with no draw off the loop.
When the loop returns, it goes to a set of 1 micron absolute rated sediment filters.
After the filters, the loop then goes to a backpressure regulating valve that is set to maintain around 170 GPM of tank return flow when the loop is idle, to achieve 1 tank turnover per hour.
The backpressure regulating valve is set to 10 PSI, and it will maintain around 30 PSI at design flow. If the loop pressure drops because other processes are drawing from it, the backpressure valve will close and create a "dead leg" at the end - to prevent this, the backpressure valve also has a 10 GPM flow restrictor in parallel to ensure some amount of minimum flow is still achieved.
Both pumps are on their own VFDs, and I originally intended to control their speed based on a pressure sensor located just before the backpressure regulating valve at the end of the loop. However, I have identified a problem: If the loop pressure is too low because it is being drawn down by process equipment, this strategy would cause the pumps to keep running faster and faster, even though the 240 GPM flow restrictor is going to prevent them from performing additional work. So I need to figure out how to "reset" the pump speed based on flow across the UV reactor. I'm not sure whether I should try and detect actual flow, or if I should try and put a pressure sensor on the UV reactor and try to calculate the differential to estimate flow rate.
There may be other pitfalls that I have not yet identified that you guys might know about. Looking forward to any insights on this - thanks!
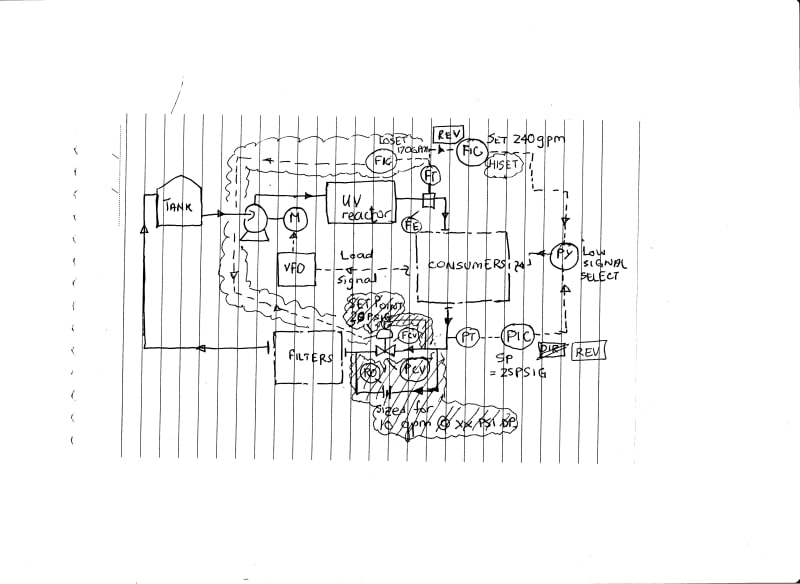
I have two 10HP centrifugal pumps in parallel, each with its own check valve on the discharge. They can achieve up to 62 PSI of head pressure at zero flow. These pumps feed directly to the UV reactor.
After the UV reactor, I have a 240 GPM flow restrictor valve that is intended to prevent the UV system from exceeding its design flow rate. This restrictor valve could have 15-20 PSI drop when running at its full flow rate.
The line then goes out to the process loop, where various equipment taps in to draw from the loop to feed mix tanks and other processes. The loop pressure should be around 30 PSI when recirculating under "idle" conditions with no draw off the loop.
When the loop returns, it goes to a set of 1 micron absolute rated sediment filters.
After the filters, the loop then goes to a backpressure regulating valve that is set to maintain around 170 GPM of tank return flow when the loop is idle, to achieve 1 tank turnover per hour.
The backpressure regulating valve is set to 10 PSI, and it will maintain around 30 PSI at design flow. If the loop pressure drops because other processes are drawing from it, the backpressure valve will close and create a "dead leg" at the end - to prevent this, the backpressure valve also has a 10 GPM flow restrictor in parallel to ensure some amount of minimum flow is still achieved.
Both pumps are on their own VFDs, and I originally intended to control their speed based on a pressure sensor located just before the backpressure regulating valve at the end of the loop. However, I have identified a problem: If the loop pressure is too low because it is being drawn down by process equipment, this strategy would cause the pumps to keep running faster and faster, even though the 240 GPM flow restrictor is going to prevent them from performing additional work. So I need to figure out how to "reset" the pump speed based on flow across the UV reactor. I'm not sure whether I should try and detect actual flow, or if I should try and put a pressure sensor on the UV reactor and try to calculate the differential to estimate flow rate.
There may be other pitfalls that I have not yet identified that you guys might know about. Looking forward to any insights on this - thanks!
![[thanks2]](/data/assets/smilies/thanks2.gif "[thanks2] [thanks2]")