wrxsti
Structural
- Sep 18, 2020
- 196
hi engtips community well wishes to all
i have rafter sized with flange plate width and thickness
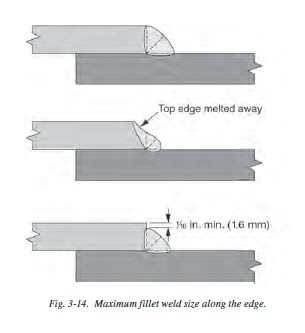
in keeping with weld 1/16" smaller than plate thickness
the length of weld is barely above that needed for the connection
is anyone familiar with modifications to accomodate stronger weld here
like widening or thickening the flange before the connection?
input is much appreciated
i have rafter sized with flange plate width and thickness
in keeping with weld 1/16" smaller than plate thickness
the length of weld is barely above that needed for the connection
is anyone familiar with modifications to accomodate stronger weld here
like widening or thickening the flange before the connection?
input is much appreciated