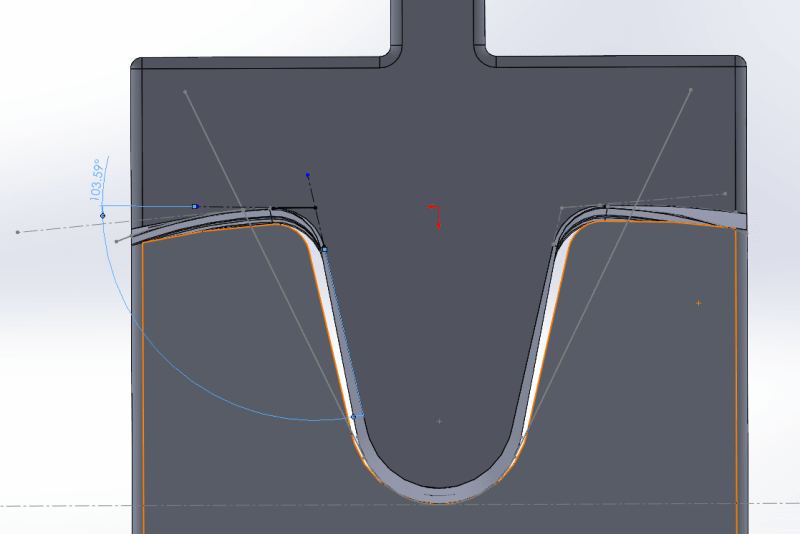
Thanks for the reply, dvd! It is actually a bit hard to line up the profiles, so I've made a paper cutout of the profile. Here's a couple of photos of it on top of the pressed part.
The flange is curved, but the it contacts the ideal profile on the outside first so I take it that the flange is too far up. Although it is also possible that the curvature on the flange is not right. I have also done a laser scan on the part and have found that the flange is indeed too far up.
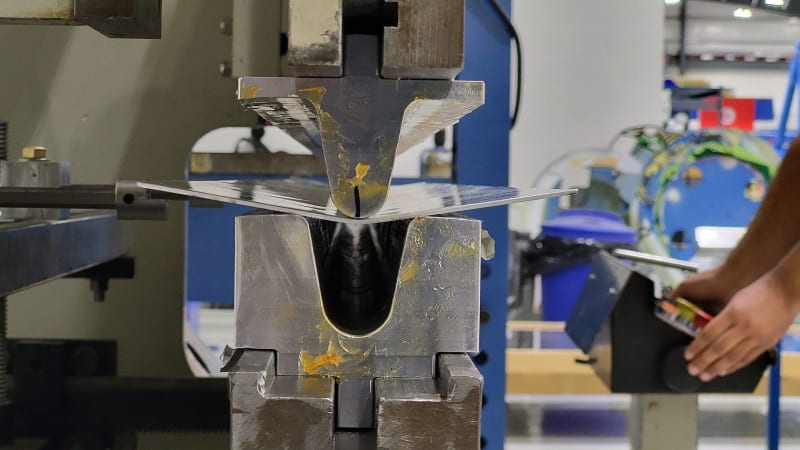
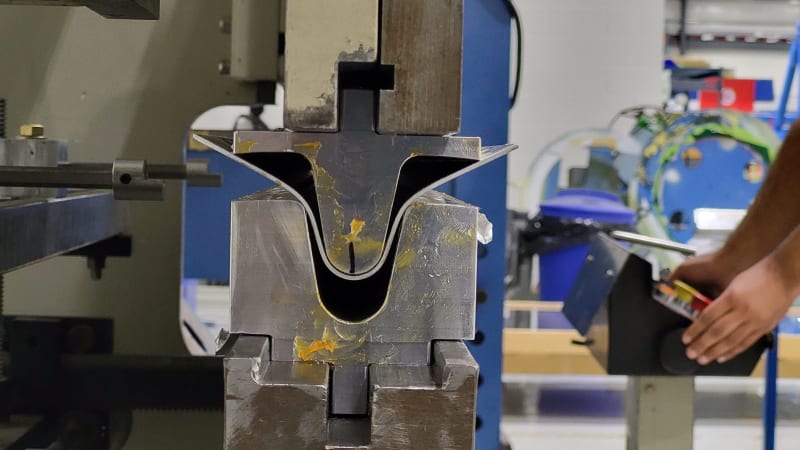
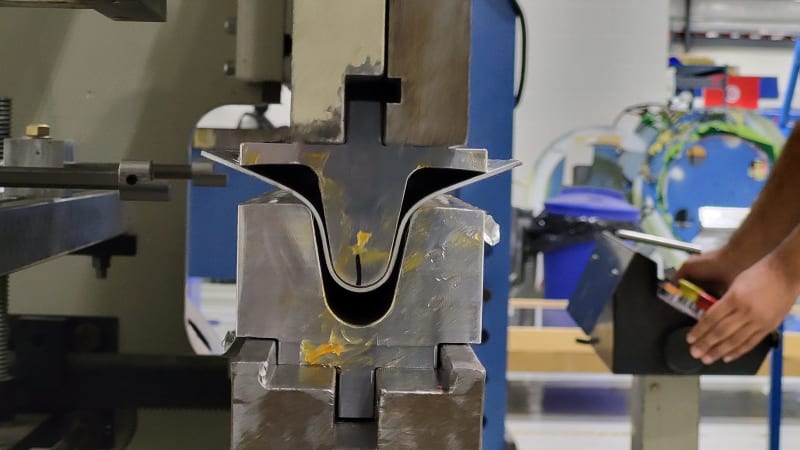
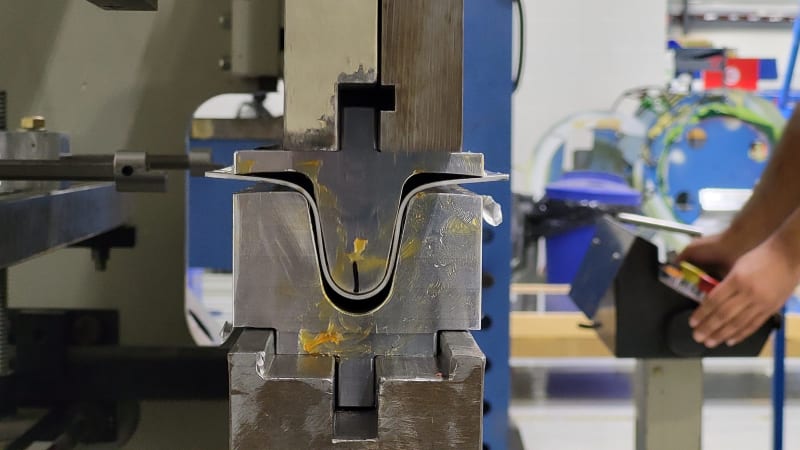
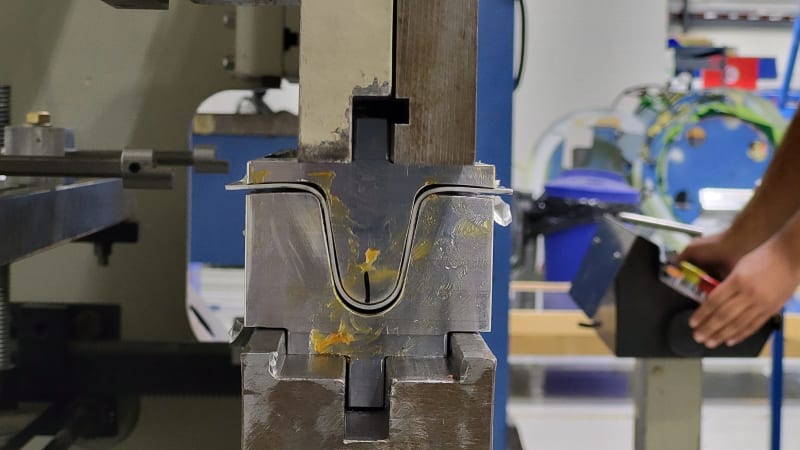
As to the pressing process, I don't have photos of the same set of dies that produced the part that you see, but I do have a set of dies of similar design. Here are some photos of the pressing process.
I will be switching out to the set of dies that was the subject of the original question though so I will take more photos then.
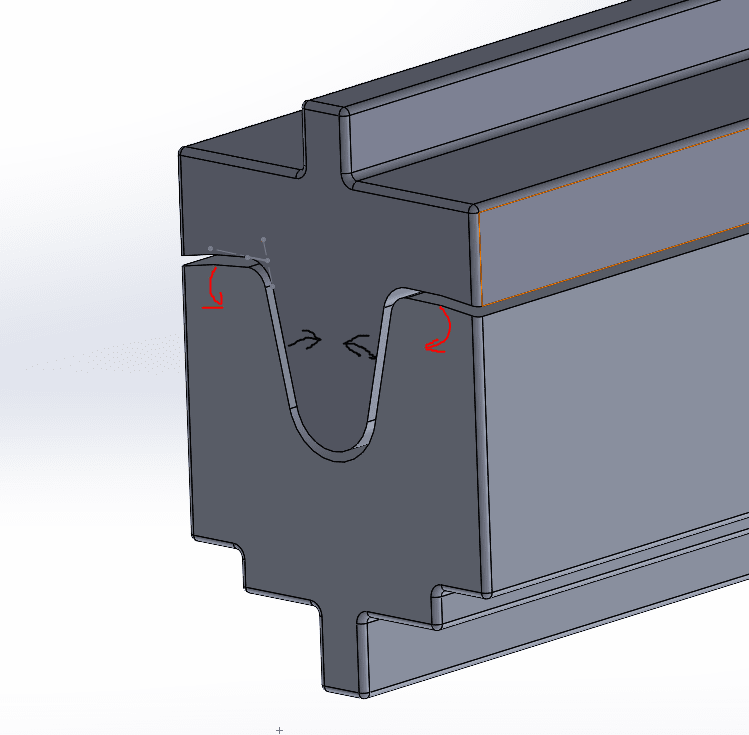
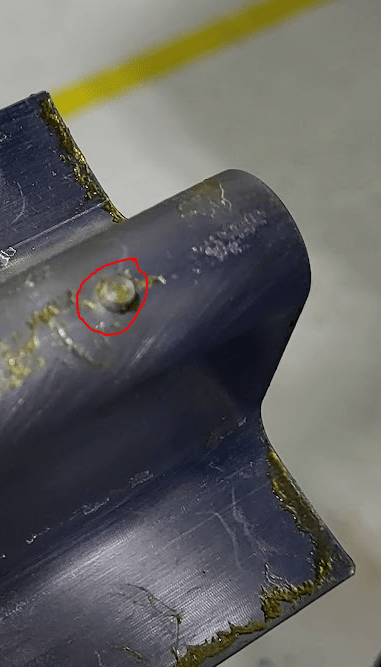
The alignment pins are on the apex of the top doe as shown below. I have corresponding holes on the bottom dies to except the pins, so that they don't make an impression on the bottom die.
As to the blank, when the guys pressed that part in the first few photos, they just used an oversized rectangular piece. The pattern that i have designed for the die has widths that is equal to the length of the theoretical neutral line. I have taken the neutral line to be in the middle of the thickness (K=0.5) since the radii are quite large for the thickness, which is 0.071". I'll try and take some photos of that as well.