Hi all,
A part is consisted of two coaxial cylindrical features. Is there any difference between the following callouts:
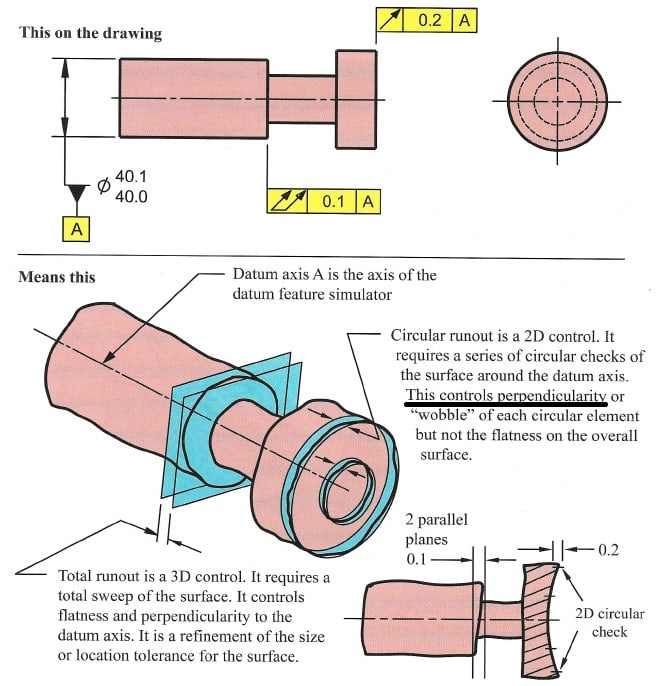
1. Perpendicularity on the end face of one of the features to a datum axis of the other feature.
2. Total axial runout on the same end face to the datum axis.
In terms of the tolerance zone shape, it looks like they are the same, but i might be missing something?
A part is consisted of two coaxial cylindrical features. Is there any difference between the following callouts:
1. Perpendicularity on the end face of one of the features to a datum axis of the other feature.
2. Total axial runout on the same end face to the datum axis.
In terms of the tolerance zone shape, it looks like they are the same, but i might be missing something?

![[wink]](/data/assets/smilies/wink.gif "[wink] [wink]")