Galvano
Mechanical
- Feb 5, 2022
- 42
Good Morning,
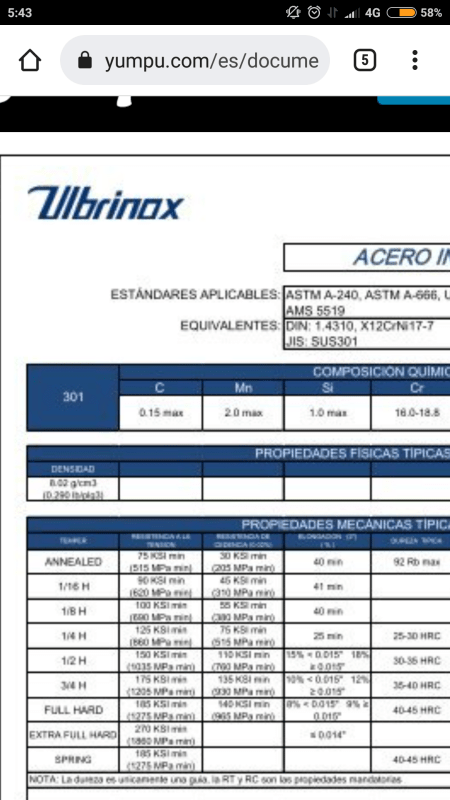
I have a piece of a machine, which is a sheet of steel 0.3 mm thick.
On this sheet are mounted some rollers that press a notebook that passes through a conveyor belt. The function of the sheet is to act as a spring. (After bending, he returns to his initial position)
I have seen that there is a type of steel according to German standards, I think it is CK75. Would it be suitable for manufacturing that sheet? What other types of steel are there that are valid to manufacture this 0.3 mm thick sheet? Is there any other equivalent designation other than the German one?
Greetings