I have to modify an industrial humidifier, really just a electro-mechanical atomizer.
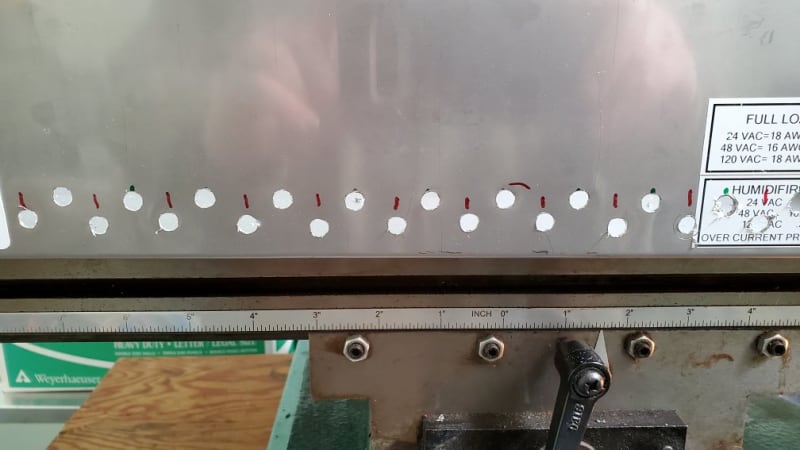
It's made of some-sort of stainless steel. I have to drill twenty 6mm holes and twenty 13mm holes.

This is 0.042in sheetmetal. I was thinking of getting a piece lasered out with all those holes then realized I'd then have to cut a long narrow slot out of the same sheetmetal, probably an even worse task!
Does anyone have a favorite SS drilling recipe they can share? Technique? Drill bits? Psychiatrist?
If this mod works I'll have to do it all a second time...

Keith Cress
kcress -
It's made of some-sort of stainless steel. I have to drill twenty 6mm holes and twenty 13mm holes.
This is 0.042in sheetmetal. I was thinking of getting a piece lasered out with all those holes then realized I'd then have to cut a long narrow slot out of the same sheetmetal, probably an even worse task!
Does anyone have a favorite SS drilling recipe they can share? Technique? Drill bits? Psychiatrist?
If this mod works I'll have to do it all a second time...
Keith Cress
kcress -








![[thumbsup2]](/data/assets/smilies/thumbsup2.gif "[thumbsup2] [thumbsup2]") A job well done is the best reward.
A job well done is the best reward.