edison123
Electrical
- Oct 23, 2002
- 4,507
Cage motor is rated for 575 V, 366 A, 4 pole and runs at 25 to 40 Hz.
Siemens VFD model 6SE7238-6FS00-3AD0-Z has a front end filter on the input side and a RL90003 Reactor on the output side.
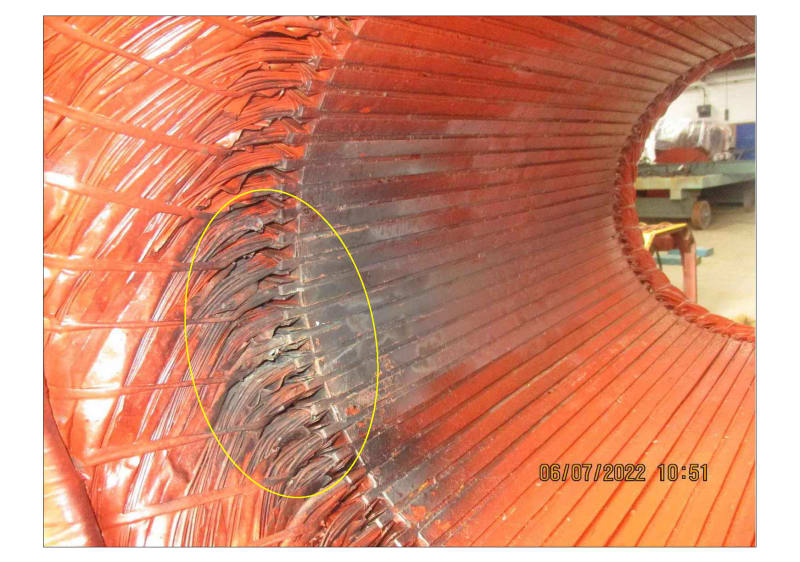
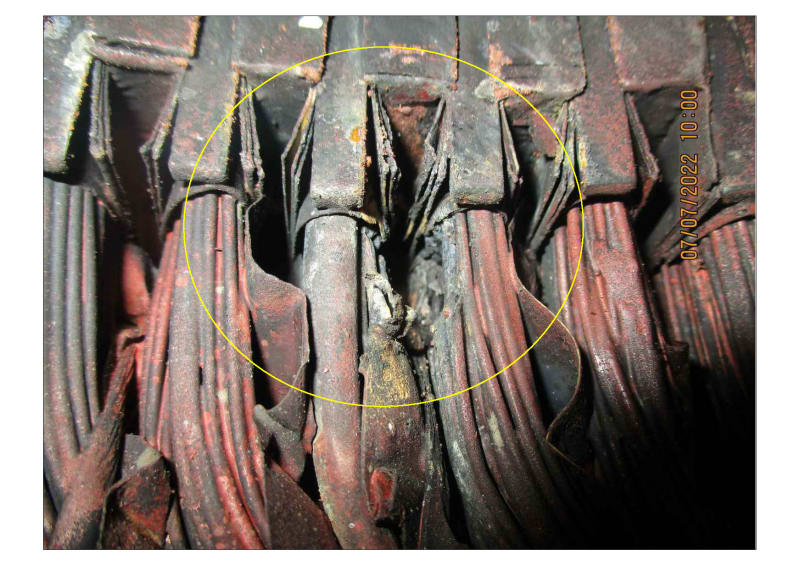
The motor cable length is 60 meters/200 ft and there have been many stator winding failures due to turn shorts leading to ground fault. All the original and rewinds are with VFD duty rated class 180 deg C magnet wire and class 200 deg C rated aramid paper ground insulation.
Are dv/dt filters or sinus filters at the VFD output needed to prevent the stator winding failures with the 60 meters/200 ft motor cable?
Muthu
Siemens VFD model 6SE7238-6FS00-3AD0-Z has a front end filter on the input side and a RL90003 Reactor on the output side.
The motor cable length is 60 meters/200 ft and there have been many stator winding failures due to turn shorts leading to ground fault. All the original and rewinds are with VFD duty rated class 180 deg C magnet wire and class 200 deg C rated aramid paper ground insulation.
Are dv/dt filters or sinus filters at the VFD output needed to prevent the stator winding failures with the 60 meters/200 ft motor cable?
Muthu