I think that there probably is no vacuum protection, alarm, relief or burst disks attached to the annular space. The best way to keep a vacuum is to weld every joint and not to have any connections to it. Least that's how we do it on encased, insulated, offshore pipelines where the annular space is not a vacuum and contains only an air gap, or insulation, either of which must remain dry. The annular space and casing pipe is sealed between "flange" fittings at each pipe joint. The flange there being a flange, but with a weld neck on each side. That may also be the design strategy applied here, where the vacuum is maintained joint to joint, rather than in a continuous annular space from beginning to end of the pipeline itself. I think there is an LNG import terminal in Peru that might be doing that, brining the LNG in from a body, rather than loading arms along side a dock. I do not know the specifics of LNG pipe design. I have designed an ammonia pipeline (-29C) with insulation and an HDPE jacket pipe that was enclosing a continuous annular space, so there are various ways the cat can be skinned. I just don't know what was done in this plant.
The relief valve in question must have been connected to the LNG pipe. That's the pipe that must have over-pressure protection (according to all pipe design codes I have worked with).
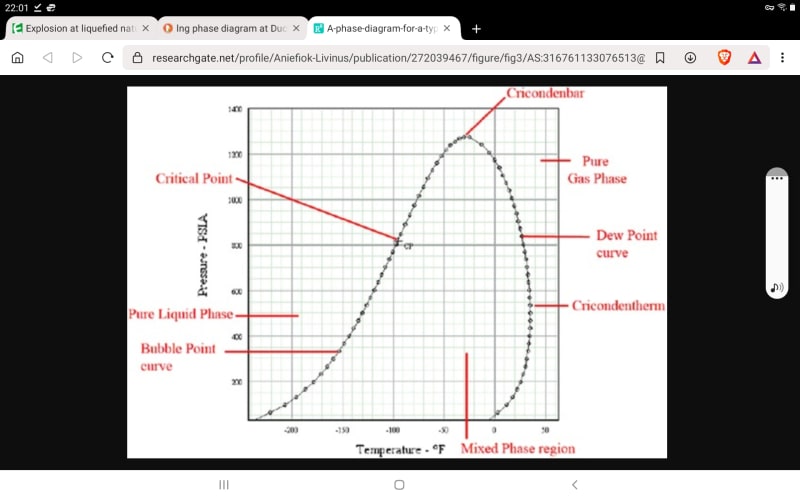
A loss of vacuum would be noted by an unexplained increase in the temperature profile, gasification of the LNG and subsequent pressure rise, then relief valve activation at over-pressure, if it wasn't isolated, just as this system was supposed to work. An independent alarm on vacuum loss might be nice, but doubtfully specifically required by code.
Natural gas pipelines can also freeze during rapid blowdown. The Joule-Thomson effect reduces the gas temperature at the outlet, condensing and freezing the valve. The blowdown rate is limited to avoid freezing. Surely the relief valve for LNG must be pretty heavily insulated.
A black swan to a turkey is a white swan to the butcher ... and to Boeing.