IngeniousQuest
Materials
- Apr 16, 2024
- 12
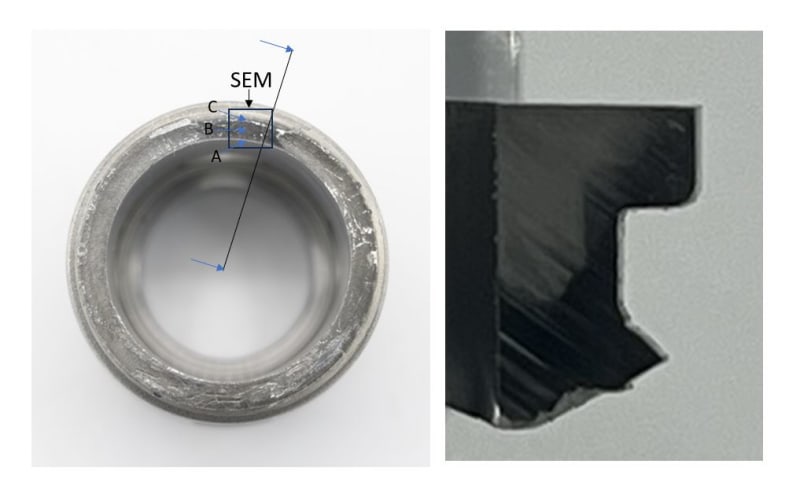
Could someone assist me in identifying the failure mode of the following thin-walled tube
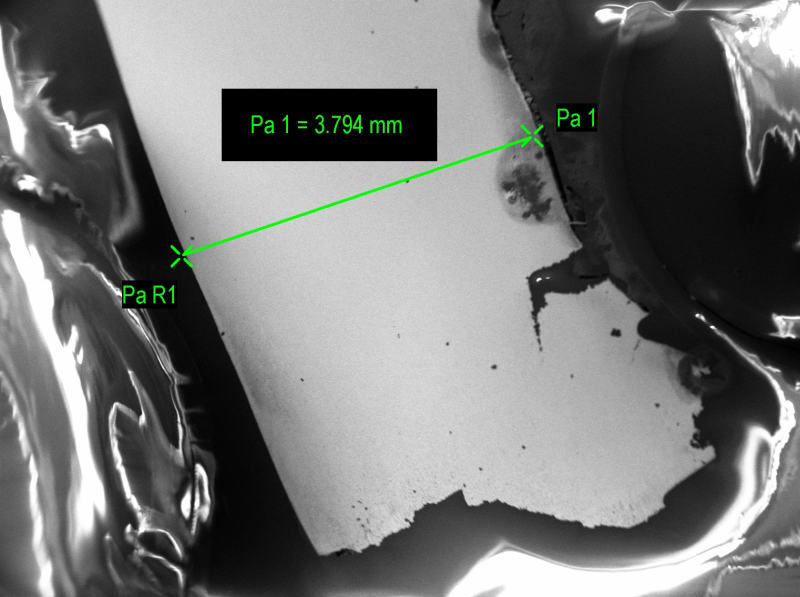
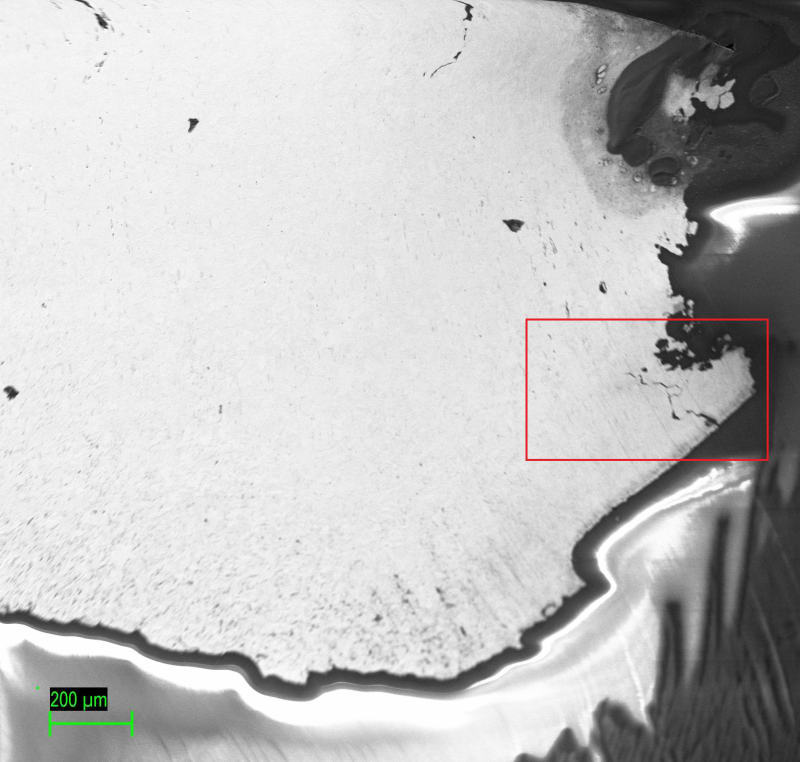
Microscopic images of locations A, B, and C (x1000) of the fracture surface as attached. I'm attempting to interpret the failure mode.
1. Thin-walled tube : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285821/tips/1_tbhwer.tiff[/url]
2. A : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285894/tips/A_btoelf.tiff[/url]
3. B : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285909/tips/B_n5mhoh.tiff[/url]
4. C : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285926/tips/C_yctap8.tiff[/url]
Microscopic images of locations A, B, and C (x1000) of the fracture surface as attached. I'm attempting to interpret the failure mode.
1. Thin-walled tube : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285821/tips/1_tbhwer.tiff[/url]
2. A : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285894/tips/A_btoelf.tiff[/url]
3. B : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285909/tips/B_n5mhoh.tiff[/url]
4. C : [URL unfurl="true"]https://res.cloudinary.com/engineering-com/image/upload/v1713285926/tips/C_yctap8.tiff[/url]