jreit
Structural
- May 2, 2014
- 95
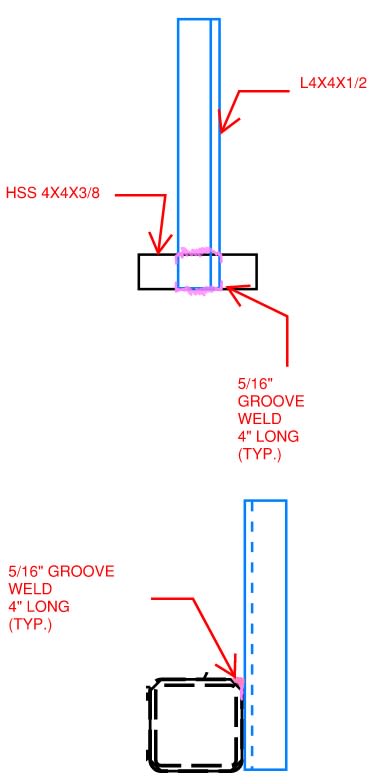
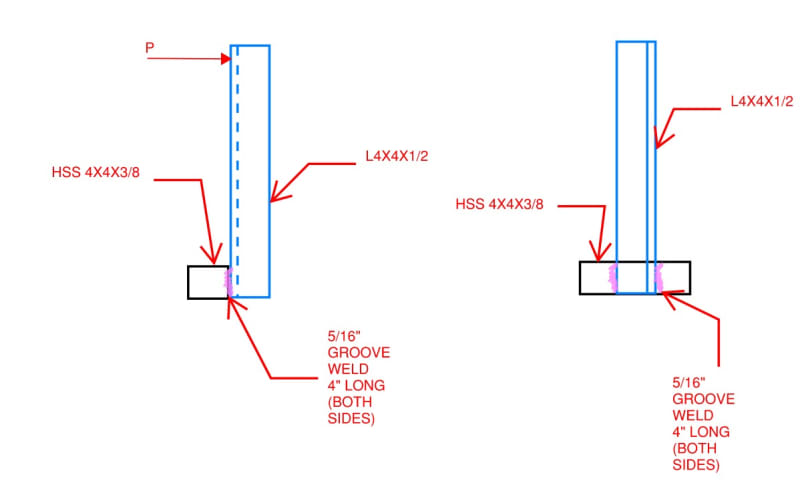
I am welding a single angle cantilevered post to a HSS member.
The angle is a L4x4x1/2 and the HSS is a square 4x4x3/8.
The weld strength is not really an issue.
The moment demand is about 80 kip-in.
My weld section modulus is (4 x 4)/6 x 2 = 5.33
Weld Force = 80/5.33 = 15 kips/in required
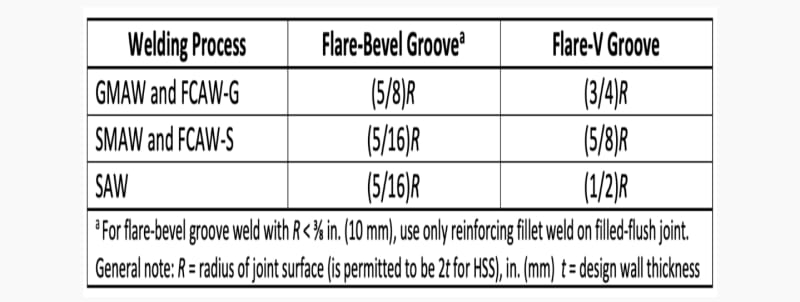
Effective thickness 5/16" groove weld - using ASD - my capacity is (0.6 x 70)/1.88 x 5/16 x 4 = 28 kips/in
I have a safety factor of ~2.
My concern is the detail - is a groove weld the full length of the HSS member a substandard detail?
Could a crack form and propagate at the root?
The angle is a L4x4x1/2 and the HSS is a square 4x4x3/8.
The weld strength is not really an issue.
The moment demand is about 80 kip-in.
My weld section modulus is (4 x 4)/6 x 2 = 5.33
Weld Force = 80/5.33 = 15 kips/in required
Effective thickness 5/16" groove weld - using ASD - my capacity is (0.6 x 70)/1.88 x 5/16 x 4 = 28 kips/in
I have a safety factor of ~2.
My concern is the detail - is a groove weld the full length of the HSS member a substandard detail?
Could a crack form and propagate at the root?