syed051
Mechanical
- Apr 20, 2015
- 3
Dear Experts,
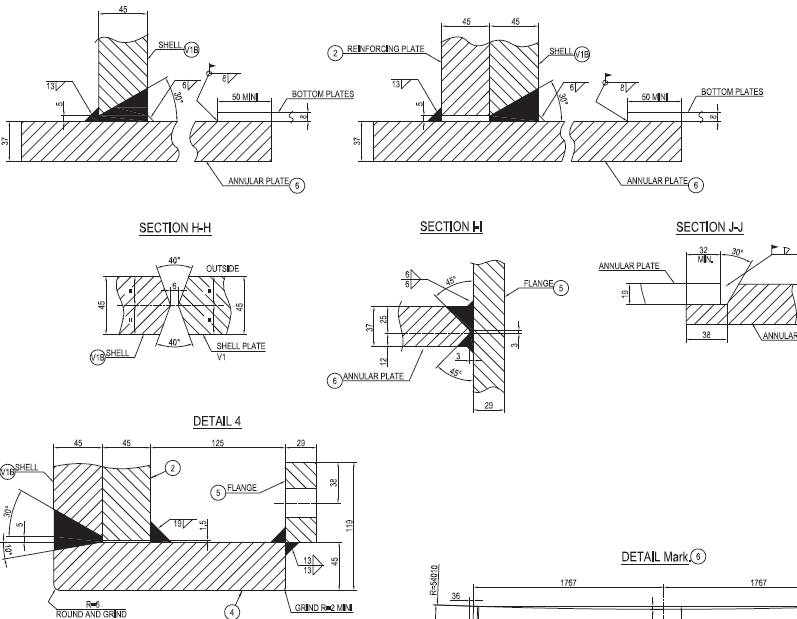
Kindly let me know, Which NDT is feasible to proceed with accurate result of Flush Type Clean Out Doors of newly construction of water Tanks? We recommended contractor to conduct PAUT but they decline stating it will provide fake result as there is a gap of 1.5MM in the assembly of RF pad-to-Neck plate Fit-up.
Kindly let me know, Which NDT is feasible to proceed with accurate result of Flush Type Clean Out Doors of newly construction of water Tanks? We recommended contractor to conduct PAUT but they decline stating it will provide fake result as there is a gap of 1.5MM in the assembly of RF pad-to-Neck plate Fit-up.