James Baker
Mechanical
Hi all,
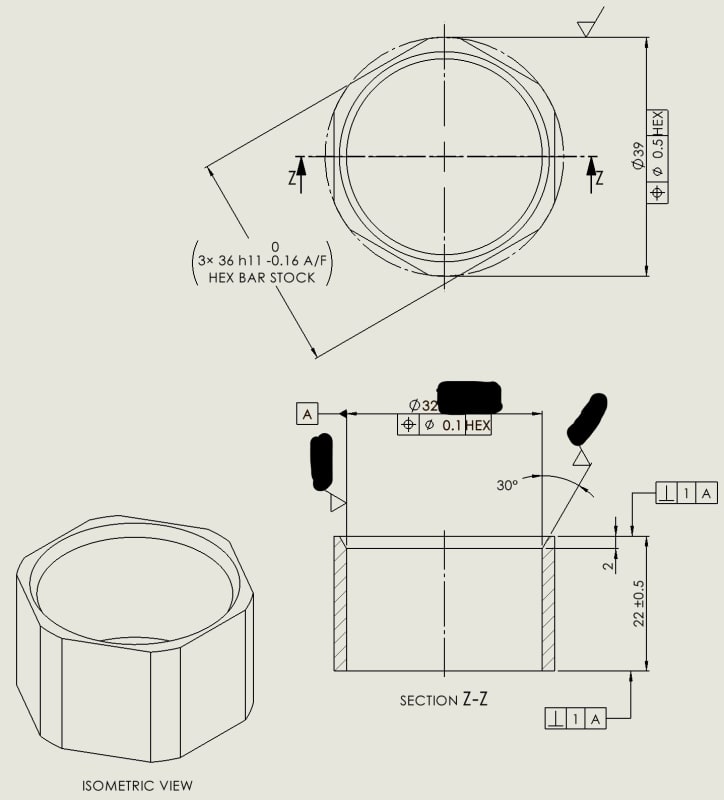
I have a simple part which has a machined bore which must have its position controlled relative to the external hex of the bar stock (if viewing it from the machinist's perspective). We've been having trouble discussing this internally and have tried multiple different approaches, none of which we're satisfied with. I've attached a screenshot of the drawing as it stands (with several unimportant redactions).
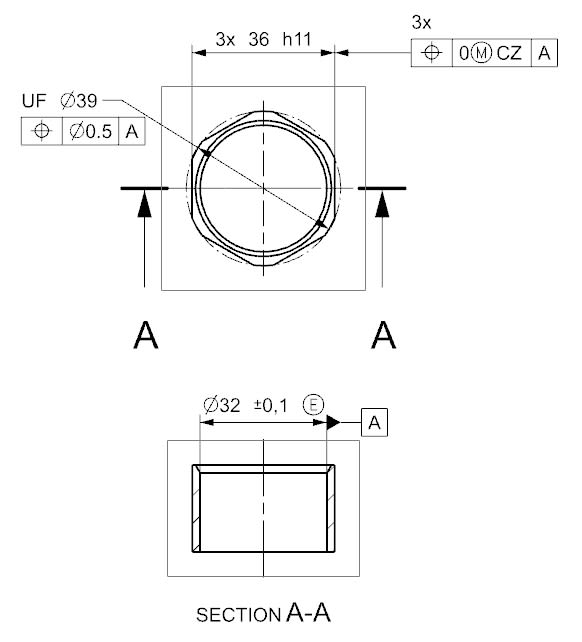
I've seen numerous forum posts of hex features being controlled relative to a diameter using profile on the hex, but that can't apply here as the hex isn't machined, so has its own stock tolerance, and the position of the bore must be tighter than the stock A/F tolerance on the hex. On the drawing I've indicated what I want to achieve, functionally, via the position tolerances with the hex as the datum (I understand this is not OK!), but if there's a suitable solution where the bore is the datum and the position of the hex is controlled regardless of size, that is also fine in my eyes.
Any guidance on how best to detail this will be greatly appreciated!
NB I'm aware that the h11 tolerance on the hex is strange, but that's how the supplier (Parker steels) tolerances it!
Many thanks,
James
I have a simple part which has a machined bore which must have its position controlled relative to the external hex of the bar stock (if viewing it from the machinist's perspective). We've been having trouble discussing this internally and have tried multiple different approaches, none of which we're satisfied with. I've attached a screenshot of the drawing as it stands (with several unimportant redactions).
I've seen numerous forum posts of hex features being controlled relative to a diameter using profile on the hex, but that can't apply here as the hex isn't machined, so has its own stock tolerance, and the position of the bore must be tighter than the stock A/F tolerance on the hex. On the drawing I've indicated what I want to achieve, functionally, via the position tolerances with the hex as the datum (I understand this is not OK!), but if there's a suitable solution where the bore is the datum and the position of the hex is controlled regardless of size, that is also fine in my eyes.
Any guidance on how best to detail this will be greatly appreciated!
NB I'm aware that the h11 tolerance on the hex is strange, but that's how the supplier (Parker steels) tolerances it!
Many thanks,
James