Speedracerfast
Automotive
- Dec 30, 2019
- 29
Hi everyone,
My first post here. I am a young engineer and just got my first job out of college as a design/reverse engineer for a aerospace company. Currently I am doing my own automotive projects on the side and having trouble identifying this spline. Long story short, I am retrofitting tapered roller bearings into a hub and spindle for a old Isuzu. I have virtually everything complete besides matching this spline standard. I've been beating my head on this part for a bit now, and would appreciate any insight. Also I can't find a copy of any JIS spline standards that don't cost upwards of +$350!
Pics attached too.
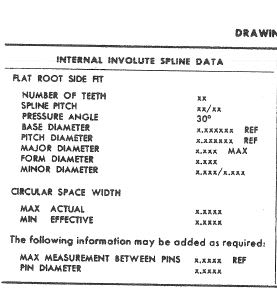
I am pretty sure it is JIS-D-2001 or JIS 1603 B. Although it is probably a JIS-D-2001 because its a cv shaft, meaning major diameter fit. I could be wrong about it being a JIS standard because my research points out that GM had a lot to do with building this car.
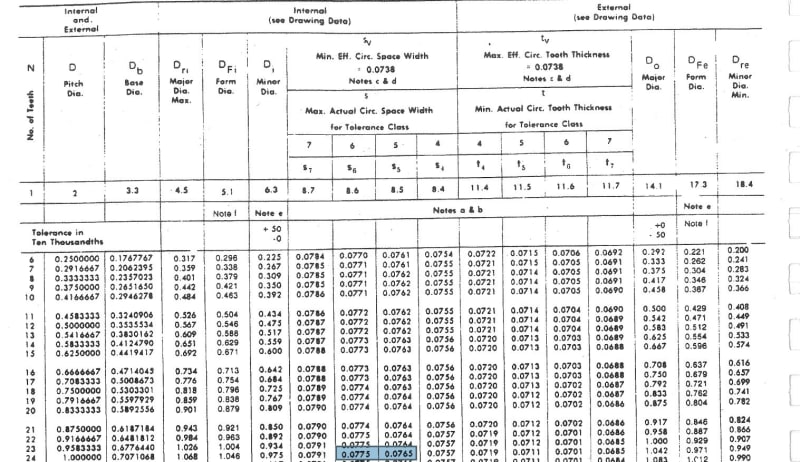
Spec/Dimensions I've found below via optical comparator:
Internal Spline
24 Teeth
Small ID (tip to tip): 0.975"
Big ID (root to root): 1.06"
Tip width : 0.027"
Root Width : 0.017"
Angle of tooth (paint drawing attached for clarification): 40-50 degrees
My first post here. I am a young engineer and just got my first job out of college as a design/reverse engineer for a aerospace company. Currently I am doing my own automotive projects on the side and having trouble identifying this spline. Long story short, I am retrofitting tapered roller bearings into a hub and spindle for a old Isuzu. I have virtually everything complete besides matching this spline standard. I've been beating my head on this part for a bit now, and would appreciate any insight. Also I can't find a copy of any JIS spline standards that don't cost upwards of +$350!
Pics attached too.
I am pretty sure it is JIS-D-2001 or JIS 1603 B. Although it is probably a JIS-D-2001 because its a cv shaft, meaning major diameter fit. I could be wrong about it being a JIS standard because my research points out that GM had a lot to do with building this car.
Spec/Dimensions I've found below via optical comparator:
Internal Spline
24 Teeth
Small ID (tip to tip): 0.975"
Big ID (root to root): 1.06"
Tip width : 0.027"
Root Width : 0.017"
Angle of tooth (paint drawing attached for clarification): 40-50 degrees
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]") . I want to write my own because I'll need to anyways and it's a good thing to have on my tool belt. I'm going to soon start back up on my original project that got me started on this in the beginning; custom 4th gear for my car/ car's community. Would definitely appreciate everyone's insight on that as well. I've tried reaching out to gear engineers on linkedin/calling shops with no luck. It seems a lot of gear engineers are very hush hush with their knowledge, which is totally understandable.
. I want to write my own because I'll need to anyways and it's a good thing to have on my tool belt. I'm going to soon start back up on my original project that got me started on this in the beginning; custom 4th gear for my car/ car's community. Would definitely appreciate everyone's insight on that as well. I've tried reaching out to gear engineers on linkedin/calling shops with no luck. It seems a lot of gear engineers are very hush hush with their knowledge, which is totally understandable.