pf26
Mechanical
- Sep 4, 2020
- 9
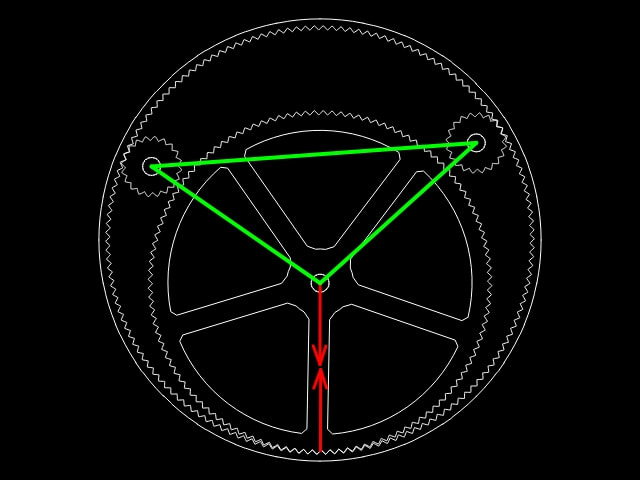
I want to use an inner/outer gear couple to replace a very large ball bearing, mostly radially loaded (it is a wheel hub)
Because of the load direction, it seems wise to increase the pressure angle, as it puts the load forces more perpendicular to the tooth surface and also because it increases the radius of the tooth profile, hence increasing the Hertz surface of the teeth contact.
Increasing PA comes at the cost of reducing the teeth height, but who cares when the torque transmission requirement is low.
To put a few numbers: ring gear diameter 240mm, inner gear 190mm. Aluminum 7075. extreme radial Load: 4000N
The outer ring gear is also guided by 2 other smaller gears (32mm diam - this probably determines the minimum tooth module).
Question is how to select the optimal tooth design for the case ? Would there be a problem to use as high PA as 45 degrees ?
You may wonder why I don't simply use a large roller into a ring. But under some conditions, the radial load may decrease to the point where the friction would not suffice for the little torque transfer needed, so I really need teeth.
Thanks ! Pierre
Because of the load direction, it seems wise to increase the pressure angle, as it puts the load forces more perpendicular to the tooth surface and also because it increases the radius of the tooth profile, hence increasing the Hertz surface of the teeth contact.
Increasing PA comes at the cost of reducing the teeth height, but who cares when the torque transmission requirement is low.
To put a few numbers: ring gear diameter 240mm, inner gear 190mm. Aluminum 7075. extreme radial Load: 4000N
The outer ring gear is also guided by 2 other smaller gears (32mm diam - this probably determines the minimum tooth module).
Question is how to select the optimal tooth design for the case ? Would there be a problem to use as high PA as 45 degrees ?
You may wonder why I don't simply use a large roller into a ring. But under some conditions, the radial load may decrease to the point where the friction would not suffice for the little torque transfer needed, so I really need teeth.
Thanks ! Pierre