kwisatz_haderach
Mechanical
- Mar 7, 2024
- 22
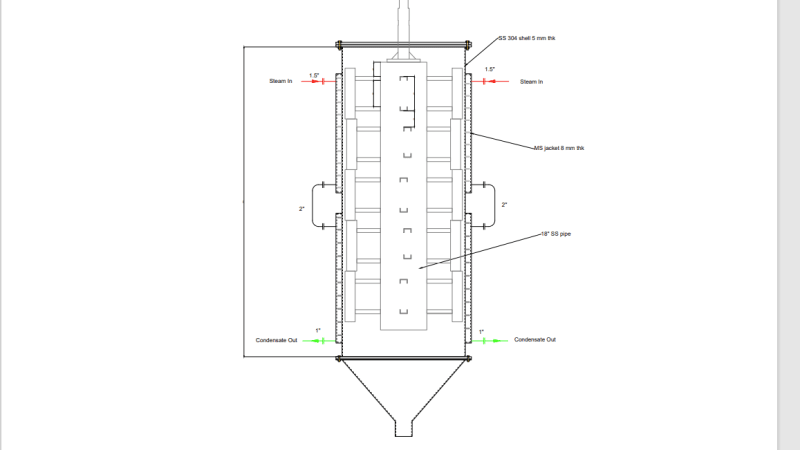
We have a jacket heated agitated thin film dryer in our plant . 6 months ago it bulged on the inside. We fabricated a new vessel and after running for 6 months, it again got damaged by bulging on the inside on 6 locations like a flower. What might be the reason for this? This vessel is empty on the inside with blades scraping the inside of the shell and outside it is jacketed and heated by 2 bar steam through spiral baffles. Please tell me your thoughts about possible reasons behind this? Is the thickness sufficient. Please tell me how to calculate the thickness for external pressure. I got stuck on the unsupported length since it is stiffened by spiral baffles.