omega_heiki
Mechanical
- Jul 17, 2019
- 9
Hey guys,
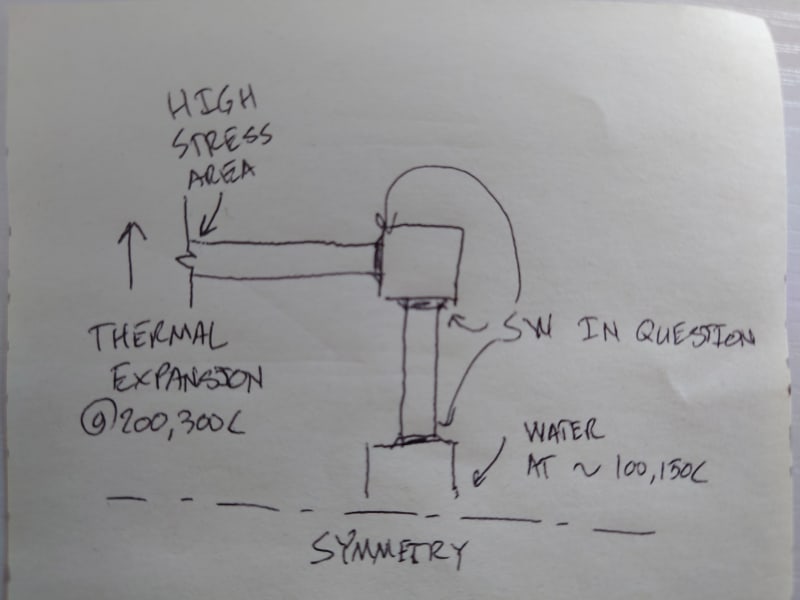
I'm working on some 1.5" piping that's going to be in Hi-temperature steam service. I was having a little argument with my boss because due to him wanting to use a higher weld size (1.5 x Tm) than required by ASME B31.1, because we've had pipe break in the field in this application before. His opinion is generally that "more is better."
My understanding is that this is definitely not true for socket welds/fillet welds, but I'm having trouble finding a reference or resource that definitively ties fillet weld size to the greater stress concentration/likelihood of weld defects, etc.
Does anyone have a good reference for socket weld/fillet welds stress factors? Also what are people's practical experiences with overly large socket welds? (if you have any)
Appreciate the help.
I'm working on some 1.5" piping that's going to be in Hi-temperature steam service. I was having a little argument with my boss because due to him wanting to use a higher weld size (1.5 x Tm) than required by ASME B31.1, because we've had pipe break in the field in this application before. His opinion is generally that "more is better."
My understanding is that this is definitely not true for socket welds/fillet welds, but I'm having trouble finding a reference or resource that definitively ties fillet weld size to the greater stress concentration/likelihood of weld defects, etc.
Does anyone have a good reference for socket weld/fillet welds stress factors? Also what are people's practical experiences with overly large socket welds? (if you have any)
Appreciate the help.