One of our suppliers reported back a line profile that indicated the part was good. However on further measurement I found one edge was wrong. That edge has a bunch of angled faces with multiple radii. So I did not add any basic dimensions as it would have really clutter the drawing. The metrology lab from the supplier stated they only measure the basics for the line profile and report back whether all the basic dimensions meet the tolerance defined in the line profile.
From my understanding:
"Profile of a line is measured using a gauge that is referenced to the true profile at the given specific cross-section. Because there are an infinite amount of 2D cross-sections of any part, the number or locations of measurement points can be specified on the drawing."
The part that gets me is the second part which states the number or locations of measurement points can be specified. But is doesn't state that the basic dimensions are those defined points.
Do you have to put any basic dimensions on a view where a line profile is called out?
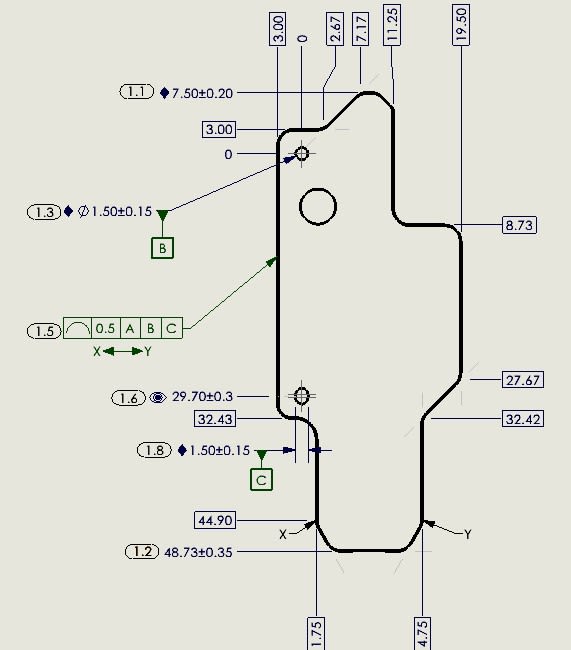
Can you just put points along the profile of where you want them to measure but not actually put basic dimensions?
What is the correct way to ensure the supplier understands that a line profile is the entire profile and not just the few basic dimensions on the print? And I do have the circle on the line to indicate all the way around.
Any insights and opinions would be greatly appreciated.
From my understanding:
"Profile of a line is measured using a gauge that is referenced to the true profile at the given specific cross-section. Because there are an infinite amount of 2D cross-sections of any part, the number or locations of measurement points can be specified on the drawing."
The part that gets me is the second part which states the number or locations of measurement points can be specified. But is doesn't state that the basic dimensions are those defined points.
Do you have to put any basic dimensions on a view where a line profile is called out?
Can you just put points along the profile of where you want them to measure but not actually put basic dimensions?
What is the correct way to ensure the supplier understands that a line profile is the entire profile and not just the few basic dimensions on the print? And I do have the circle on the line to indicate all the way around.
Any insights and opinions would be greatly appreciated.
")
![[ponder]](/data/assets/smilies/ponder.gif "[ponder] [ponder]") " "All of them"
" "All of them" ![[flame]](/data/assets/smilies/flame.gif "[flame] [flame]")