CardsFan1
Structural
- Mar 6, 2018
- 49
I am splicing 2'-0" onto the bottom of a 20' tall HSS 12x12x5/8 column. Bottom is idealized pin and top is a moment connection.
Our plan is to use a CJP weld to splice the column.
Application is moderate seismic.
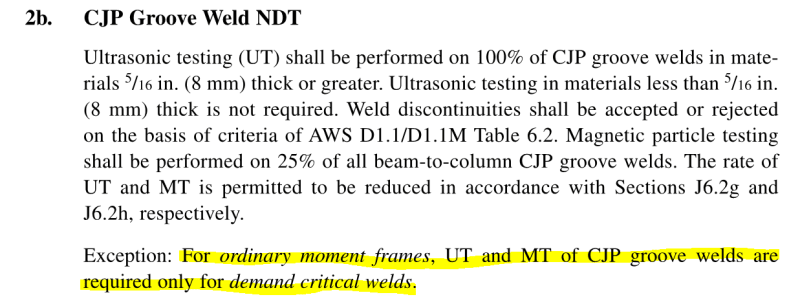
Is any NDT required on the weld?
Ive been reading AISC and AWS, and i can't find anywhere in either document where it tells me WHEN NDT is required.
Our plan is to use a CJP weld to splice the column.
Application is moderate seismic.
Is any NDT required on the weld?
Ive been reading AISC and AWS, and i can't find anywhere in either document where it tells me WHEN NDT is required.