Mahmoud Khalaf
Petroleum
- Aug 7, 2021
- 26
Hello everyone,
I work in an upstream oil and gas site in Egypt.
Recently, 18 months ago, we introduced into service a new 2 phase crude oil 12" subsea carbon steel pipeline run from a gathering platform of nearly 40 meter water depth to the onshore oil terminal process.
The pipeline designed to the DNV-F101-OS offshore standard and the subsea installation carried out through the S lay barge.
Unfortunately, Three weeks ago, we have an oil spell over the line, we got forced with unplanned shutdown and switch over the production stream to another 3phase 20" pipeline.
The divers did finally catch four leakage points / ruptures observed sequentially after repetitive hydrotests.
The ruptures located at different distances apart from each others, the initial investigation showed nearly a same configuration for the rupture defects @ weld HAZ area.
The welding process at the barge got strictly controlled through three fully supervised welding inspectors that followed the DNV code instructions, hence we fairly exclude a sharp welding defect that emerges repeatidely nearly at the same locations relative to the girth welds, both axially (@the HAZ) and circumferentially (nearly the same O'clock side)
By the way, after completing the successful hydrotest and geometry pig, the pipeline got preserved about 6 months before introducing into operation with a doubt in the efficiency and control of the presevation process.
On the other hand, few months ago, the onshore section connected to this subsea pipeline has suffered a lateral movement of about 1.5 meter over the resting concrete supports that caused a damage observed for the pig trap supports.
We,here, guess that operation surges might cause the damage shown at the onshore section and hidden at the offshore subsea one. I guess that the heavy concrete coating the subsea section preclude its lateral movement, and initiate a huge fatigue stresses that released in a rupture form.
At the same time, the line convey two phase crude of %70 water cut with a relatively low flow speed, and the corrosion of the internal surface might accelerate heavily but how we could believe that corrosion leads quickly to this catastrophic failure.
We are planning to call an experienced third party to present an engineering failure root cause analysis to stand on the most likely failure reason and help support Safe future operation.
Also, we have to garantee all the following conditions together:
- Assure the pipeline integrity via confirming no other severe cracks left in the line after doing pigging using the compo tethered solution including both crack detection (TOFD technique) and corrosion detection technique.
- Confirm the failure root cause analysis to assure future Safe and reliable operation without the repeat of this catastrophic failure.
Finally, I would be grateful if someone advise the potential failure root causes that might be relevant to this kind of catastrophic failure.
I work in an upstream oil and gas site in Egypt.
Recently, 18 months ago, we introduced into service a new 2 phase crude oil 12" subsea carbon steel pipeline run from a gathering platform of nearly 40 meter water depth to the onshore oil terminal process.
The pipeline designed to the DNV-F101-OS offshore standard and the subsea installation carried out through the S lay barge.
Unfortunately, Three weeks ago, we have an oil spell over the line, we got forced with unplanned shutdown and switch over the production stream to another 3phase 20" pipeline.
The divers did finally catch four leakage points / ruptures observed sequentially after repetitive hydrotests.
The ruptures located at different distances apart from each others, the initial investigation showed nearly a same configuration for the rupture defects @ weld HAZ area.
The welding process at the barge got strictly controlled through three fully supervised welding inspectors that followed the DNV code instructions, hence we fairly exclude a sharp welding defect that emerges repeatidely nearly at the same locations relative to the girth welds, both axially (@the HAZ) and circumferentially (nearly the same O'clock side)
By the way, after completing the successful hydrotest and geometry pig, the pipeline got preserved about 6 months before introducing into operation with a doubt in the efficiency and control of the presevation process.
On the other hand, few months ago, the onshore section connected to this subsea pipeline has suffered a lateral movement of about 1.5 meter over the resting concrete supports that caused a damage observed for the pig trap supports.
We,here, guess that operation surges might cause the damage shown at the onshore section and hidden at the offshore subsea one. I guess that the heavy concrete coating the subsea section preclude its lateral movement, and initiate a huge fatigue stresses that released in a rupture form.
At the same time, the line convey two phase crude of %70 water cut with a relatively low flow speed, and the corrosion of the internal surface might accelerate heavily but how we could believe that corrosion leads quickly to this catastrophic failure.
We are planning to call an experienced third party to present an engineering failure root cause analysis to stand on the most likely failure reason and help support Safe future operation.
Also, we have to garantee all the following conditions together:
- Assure the pipeline integrity via confirming no other severe cracks left in the line after doing pigging using the compo tethered solution including both crack detection (TOFD technique) and corrosion detection technique.
- Confirm the failure root cause analysis to assure future Safe and reliable operation without the repeat of this catastrophic failure.
Finally, I would be grateful if someone advise the potential failure root causes that might be relevant to this kind of catastrophic failure.
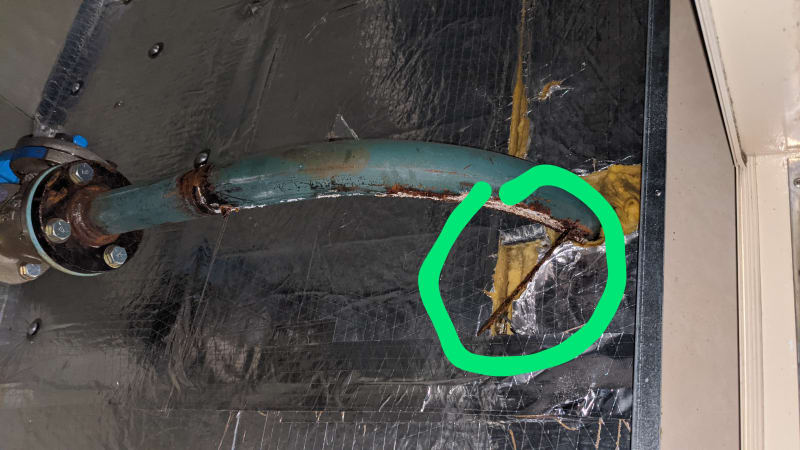
 eye, the most defect morghology relates to fatigue rupture. Rupture image is attached.
eye, the most defect morghology relates to fatigue rupture. Rupture image is attached.