MattEdwards
Mechanical
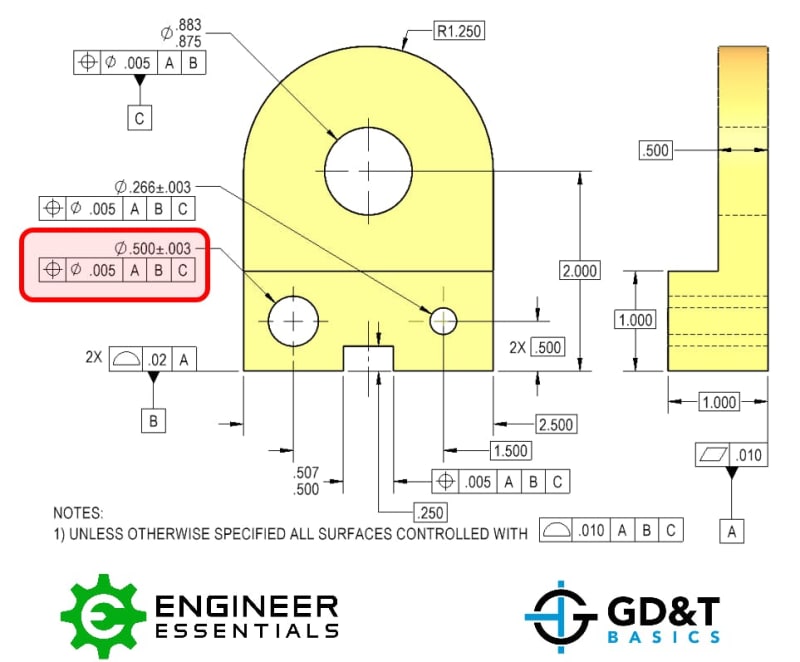
In this example, axis C is a tertiary datum for several other features, locating them in the left-right direction. If axis C is not perfectly perpendicular to datums A & B, this seems to create an ambiguous datum. Each end of axis C could be at a slightly different left-right position. How would this be handled during inspection? Is the centre point of axis C used as the datum?
 but in principle, you are correct. From the question alone, not only it would not be possible to know which version of ASME Y14.5 is considered, but also whether it is ASME in the first place.
but in principle, you are correct. From the question alone, not only it would not be possible to know which version of ASME Y14.5 is considered, but also whether it is ASME in the first place.