Sa-Ro
Mechanical
- Jul 15, 2019
- 279
Hi
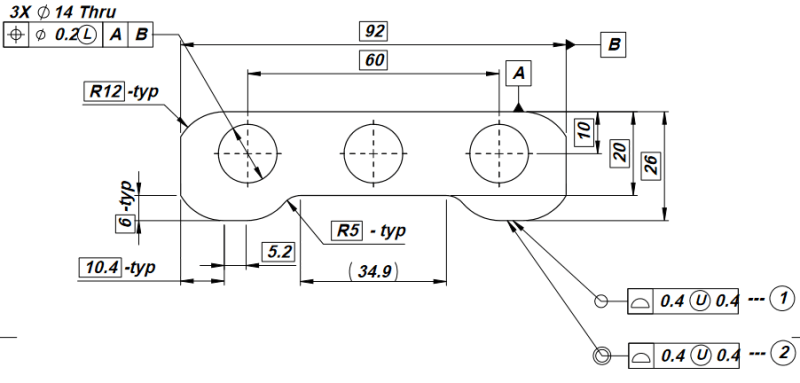
It is a aluminium extrusion part.
My requirement:
Manufacturing variation shall be within 0.4 mm disposed outside of the true geometry.
Option 1 (All Around): It will control the outer surface profile in the direction of symbol placed - 2 dimensional.
Option 2 (All Over): It will control all the outer surface profile - 3 dimensional. Will it control three holes size and location also?
Thank you.
It is a aluminium extrusion part.
My requirement:
Manufacturing variation shall be within 0.4 mm disposed outside of the true geometry.
Option 1 (All Around): It will control the outer surface profile in the direction of symbol placed - 2 dimensional.
Option 2 (All Over): It will control all the outer surface profile - 3 dimensional. Will it control three holes size and location also?
Thank you.